
ملخص سريع للمحترفين
إصلاح قالب الحقن هي عملية متخصصة لاستعادة الأدوات التالفة إلى مواصفاتها الهندسية الأصلية لضمان جودة الجزء ومنع توقف الإنتاج. يجمع النهج الحديث الأكثر فعالية اللحام بالليزر الدقيق - الذي يضيف مادة ذات تأثير حراري ضئيل - و المعالجات السطحية المتقدمة (مثل طلاء PVD أو طلاء الكروم الصلب) لزيادة عمر القالب. من خلال استخدام هذه التقنيات، يمكن للمصنعين تقليل وقت التوقف عن العمل بنسبة تصل إلى 70% مقارنة بلحام TIG التقليدي أو استبدال الأداة بالكامل.
1. مقدمة لإصلاح قوالب الحقن
لماذا تعد صيانة القالب المناسبة أمرًا بالغ الأهمية؟
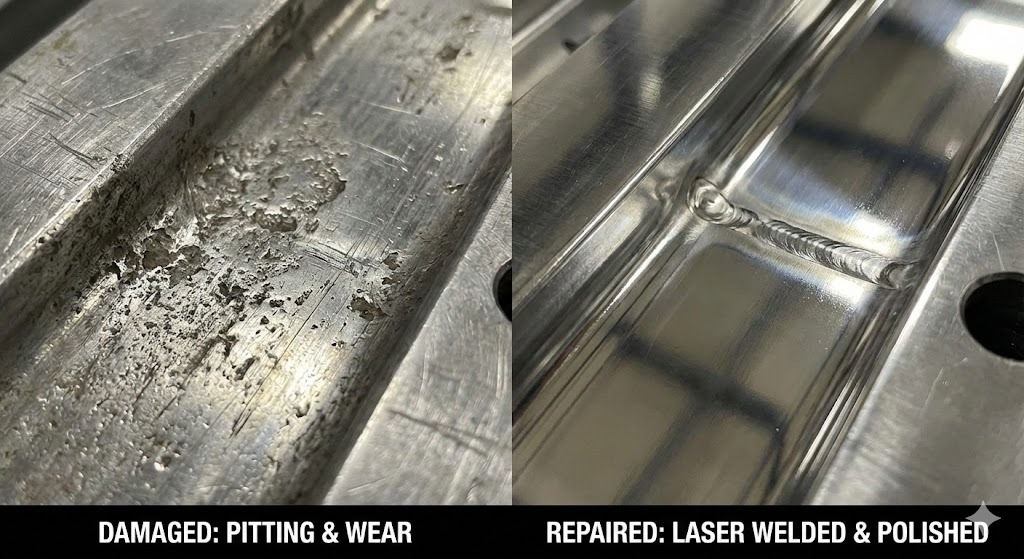
صيانة العفن هي الممارسة الروتينية لفحص وتنظيف وإصلاح وحدات الحقن لمنع العيوب. في التصنيع عالي السرعة، حتى الخدش المجهري على سطح التجويف يمكن أن يؤدي إلى "وميض" (البلاستيك الزائد على جزء ما) أو ضعف هيكلي. يضمن الإصلاح الاستباقي دقة الأبعاد ويوفر آلاف الدولارات من خلال تجنب التكلفة العالية لتصنيع قالب جديد تمامًا.
ما هي الأسباب الشائعة لتلف قالب الحقن؟
تنقسم أضرار العفن عادة إلى أربع فئات:
- التآكل الميكانيكي: الاحتكاك الكاشطة الناتج عن الراتنجات المملوءة بالزجاج يؤدي إلى تآكل البوابة والتجويف.
- التآكل: الهجمات الكيميائية من المواد البلاستيكية المنبعثة من الغازات (مثل PVC) التي تؤدي إلى حفر السطح الفولاذي.
- خطأ بشري: - الخدوش الناتجة عن استخدام أدوات معدنية لإزالة الأجزاء العالقة.
- التعب الحراري: شقوق الإجهاد الناتجة عن دورات التسخين والتبريد المستمرة أثناء الإنتاج.
2. فهم قوالب الحقن: الأساس التقني
ما هي المكونات الأساسية لقالب الحقن؟
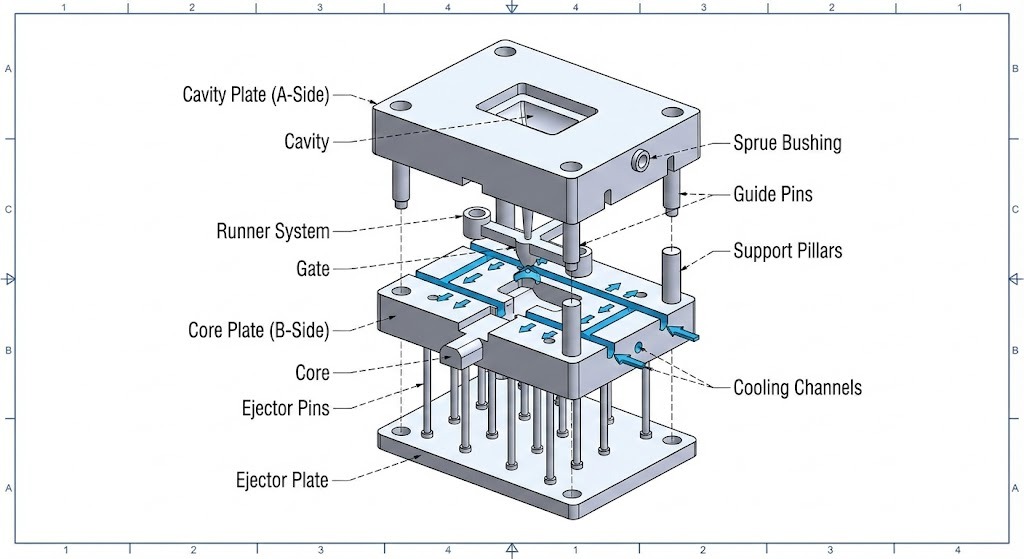
لإجراء إصلاح ناجح، يجب على الفني تحديد المكون المعطل.
- التجويف والجوهر: الجوانب "أ" و"ب" الأساسية التي تشكل شكل الجزء البلاستيكي.
- دبابيس القاذف: المكونات الميكانيكية التي تدفع الجزء النهائي خارج القالب.
- قنوات التبريد: الممرات الداخلية التي يتدفق فيها الماء أو الزيت لتنظيم درجة الحرارة.
- نظام البوابة والعداء: "السباكة" التي توجه البلاستيك المنصهر إلى التجويف.
المواد الشائعة المستخدمة في قوالب الحقن
يعتمد اختيار تقنية الإصلاح بشكل كبير على مادة العفن . معظم القوالب عالية الإنتاج مصنوعة من أداة الصلب وهو عبارة عن فولاذ مخلوط بعناصر مثل الكروم أو الفاناديوم لزيادة الصلابة.
الجدول 1: مواد القالب الشائعة وتوافق الإصلاح
| نوع المادة | الصف المشترك | صعوبة الإصلاح | أفضل طريقة للإصلاح |
|---|---|---|---|
| بي 20 ستيل | الفولاذ المتصلب مسبقًا | منخفض | اللحام بالليزر أو TIG |
| H13 الصلب | أداة العمل الساخن الصلب | متوسط | اللحام بالليزر (يتطلب التسخين المسبق) |
| S7 ستيل | فولاذ مقاوم للصدمات | عالية | اللحام بالليزر الدقيق |
| الألومنيوم | 7075-T6 | متوسط | سلك ليزر متخصص |
ما هو الفرق بين أنظمة Hot Runner وCold Runner؟
- أنظمة العداء الساخن: استخدم المشعبات الساخنة للحفاظ على البلاستيك المنصهر داخل القالب، مما يقلل من النفايات ولكن يجعل الإصلاحات أكثر تعقيدًا بسبب المكونات الكهربائية المتكاملة.
- أنظمة العداء البارد: قنوات بسيطة تتماسك مع الجزء؛ فهي أسهل في الإصلاح ولكنها تؤدي إلى المزيد من المواد الخردة.
التعاريف الفنية
- HAZ (المنطقة المتأثرة بالحرارة): منطقة المعدن الأساسي التي لم يتم صهرها ولكن تم تغيير بنيتها الدقيقة بسبب حرارة اللحام. إن تقليل HAZ هو الهدف الأساسي للحام بالليزر.
- صلابة روكويل (HRC): مقياس يستخدم لقياس صلابة المسافة البادئة للمادة. تتراوح معظم قوالب الفولاذ من 30 إلى 60 HRC.
- فلاش: عيب في قولبة الحقن حيث تتسرب طبقات رقيقة من البلاستيك بين نصفي القالب، مما يشير عادةً إلى وجود خط فراق مهترئ.
3. اللحام بالليزر لإصلاح قالب الحقن
ما هو اللحام بالليزر في إصلاح القالب؟
اللحام بالليزر هي عملية إصلاح عالية الدقة تستخدم شعاعًا مركزًا من الضوء لإذابة سلك حشو متخصص على المنطقة المتضررة من القالب. على عكس اللحام التقليدي، يقوم الليزر بتركيز الطاقة بإحكام شديد بحيث يخلق رابطة معدنية قوية دون تشويه تقريبًا للفولاذ المحيط.
ما هي مميزات اللحام بالليزر؟
بالنسبة للفنيين، يعد اللحام بالليزر الطريقة المفضلة للأدوات عالية القيمة للأسباب التالية:
- المنطقة المتأثرة بالحرارة الدنيا (HAZ): تمنع الحرارة الموضعية قالب الفولاذ من التشوه أو فقدان صلابته الأصلية.
- الدقة القصوى: يمكن للفنيين إصلاح الأضرار الصغيرة مثل 0.05 ملم ، مما يسمح بالعمل على الأنسجة المعقدة والزوايا الحادة.
- الهندسات المعقدة: تسمح طبيعة عدم الاتصال لليزر بالإصلاحات داخل التجاويف العميقة أو الأضلاع الضيقة حيث لا يمكن لشعلة TIG الوصول إليها.
- تقليل ما بعد المعالجة: نظرًا لأن اللحام نظيف للغاية، فإن الوقت اللازم للطحن والتلميع اليدوي يتم تقليله بمقدار أكثر 50% .

3.4. عملية اللحام بالليزر: دليل خطوة بخطوة
لتحقيق إصلاح احترافي، يجب على الفنيين اتباع تسلسل موحد:
الخطوة 1: تحضير سطح القالب
النظافة هي العامل الأكثر أهمية. أي بقايا من البلاستيك أو الزيت أو الصدأ سوف تسبب ذلك المسامية (فقاعات صغيرة) في اللحام.
- الإجراء: استخدم التنظيف بالموجات فوق الصوتية أو المذيبات المتخصصة لإزالة جميع الملوثات.
- التحقق: فحص المنطقة تحت أ 10X المجهر للتأكد من أن المعدن "لامع" وخالي من البقايا المتفحمة.
الخطوة 2: اختيار معلمات وإعدادات اللحام
يجب ضبط إعدادات الليزر بناءً على المعدن الأساسي وسمك الإصلاح.
- طاقة النبض (جول): يتحكم في عمق اختراق اللحام.
- مدة النبض (مللي ثانية): يحدد مدة بقاء الليزر قيد التشغيل؛ يتم استخدام نبضات أطول للأسلاك السميكة.
- التردد (هرتز): سرعة نبضات الليزر.
- حجم البقعة (مم): قطر شعاع الليزر. عادة ما يتم تعيينها بين 0.2 ملم و 1.5 ملم .
الخطوة 3: تنفيذ تقنيات اللحام
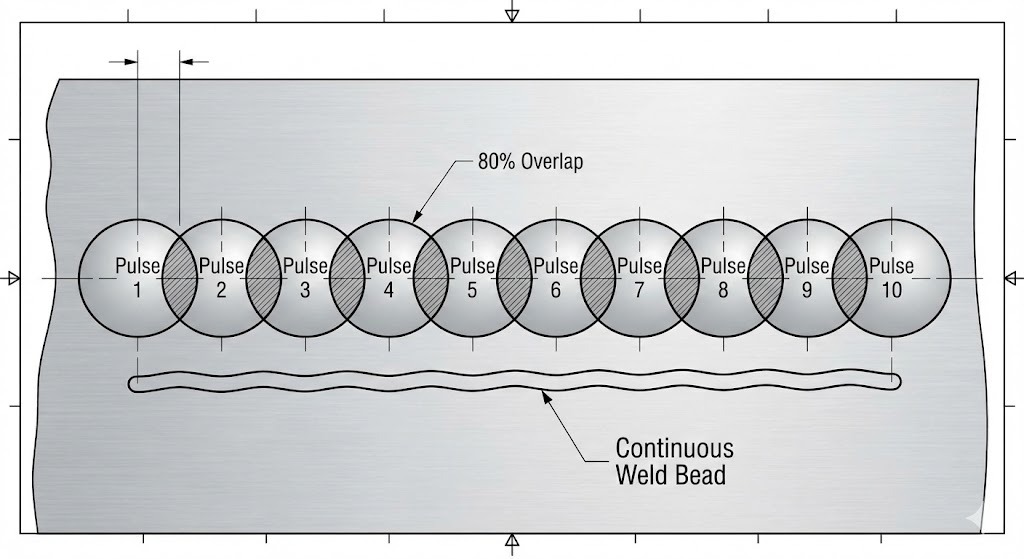
- لحام النبض: الطريقة القياسية للإصلاح. كل نبضة تخلق "نقطة" صغيرة من المعدن المنصهر.
- اللحام المستمر / المتداخل: يتداخل الفنيون مع كل "نقطة". 70-80% لإنشاء حبة معدنية صلبة وغير ملحومة.
3.5. أفضل الممارسات للفنيين
- تطابق سلك الحشو: استخدم دائمًا سلك ليزر يطابق كيمياء قالب الفولاذ (على سبيل المثال، استخدم سلك H13 لقالب H13) لضمان صلابة ولون موحد بعد التلميع.
- إدارة الغاز التدريع: استخدم غاز الأرجون بمعدل تدفق ثابت لمنع الأكسدة، مما يحول اللحام إلى اللون الأسود والهش.
- تجنب الإفراط في البناء: أضف فقط الحد الأدنى من المواد المطلوبة. يزيد اللحام الزائد من خطر تراكم الحرارة ووقت المعالجة الإضافي.
3.6. المشاكل والحلول المشتركة
| مشكلة | السبب المحتمل | الحل المهني |
|---|---|---|
| تقويض | الطاقة (الجهد) مرتفعة جدًا | منخفضer the pulse energy and increase the spot size. |
| المسام/الفقاعات | سطح ملوث | أعد تنظيف المنطقة بالكحول وتحقق من تدفق الغاز. |
| تكسير | عالية carbon steel cooling too fast | قم بتسخين القالب مسبقًا 150-200 درجة مئوية قبل اللحام. |
| غرق | تغذية الأسلاك بشكل غير صحيح | تأكد من دفع السلك إلى وسط حوض الذوبان. |
البصيرة التقنية الرئيسية: أهمية البنية المجهرية
عندما تضرب نبضة الليزر الفولاذ، يكون معدل التبريد مرتفعًا للغاية. هذا يخلق البنية المجهرية المارتنسيتية في منطقة اللحام، وهي منطقة صعبة جدًا ولكنها قد تكون هشة. ولضمان المتانة على المدى الطويل، يجب أن تخضع الإصلاحات الكبيرة لدورة تسخين "تخفيف الضغط" لتثبيت الهيكل المعدني.
4. تقنيات المعالجة السطحية لقوالب الحقن
ما هي المعالجة السطحية في إصلاح القالب؟
المعالجة السطحية هو تطبيق طبقة رقيقة من مادة متخصصة أو تغيير كيميائي على "الجلد" الخارجي للصلب القالب. في دورة الإصلاح، هذه هي الخطوة الأخيرة بعد اللحام والتلميع. لقد تم تصميمه لاستعادة أو تحسين الأداء الأصلي للقالب، وتحديدًا مقاومته للتآكل، والتآكل، والاحتكاك.
أنواع المعالجات السطحية للقوالب
4.2.1. طلاء الكروم الصلب
هذه عملية كهروكيميائية تقليدية تطبق طبقة من الكروم مباشرة على الفولاذ.
- الأفضل لـ: الحماية ضد المواد البلاستيكية المسببة للتآكل مثل PVC وتحسين "تحرير" الجزء.
- صلابة: عادة 65-70 لجنة حقوق الإنسان .
4.2.2. طلاء النيكل اللاكهربائي
على عكس الطلاء القياسي، يستخدم هذا تفاعلًا كيميائيًا بدلاً من الكهرباء، مما يضمن سُمكًا موحدًا تمامًا حتى داخل الثقوب العميقة أو قنوات التبريد.
- الأفضل لـ: الأشكال الهندسية المعقدة حيث يكون السمك الموحد إلزاميًا.
4.2.3. طلاء نيتريد التيتانيوم (تين).
طلاء PVD ذهبي اللون (ترسيب البخار الفيزيائي) شديد الصلابة.
- الأفضل لـ: البيئات عالية التآكل، مثل القوالب التي تستخدم الراتنجات المملوءة بالزجاج.
- صلابة: حتى 80 لجنة حقوق الإنسان .
4.3. فوائد المعالجة السطحية
يوفر تطبيق العلاج الصحيح ثلاث مزايا تقنية أساسية:
- تحسين مقاومة التآكل: يمنع "الغسيل" عند البوابات حيث يتدفق البلاستيك عالي الضغط.
- حماية محسنة من التآكل: يحمي أداة الفولاذ باهظة الثمن من بخار الماء والغازات الثانوية الحمضية.
- خصائص الإصدار المحسنة: يقلل من "الالتصاق" بين البلاستيك والمعدن، مما يسمح بأوقات دورة أسرع وتقليل الأجزاء التالفة.
4.4. كيفية اختيار العلاج المناسب
يعتمد الاختيار على "وضع الفشل" الخاص بالقالب:
- إذا كان القالب يخدش: استخدم TiN أو DLC (الكربون الشبيه بالألماس) لأقصى قدر من الصلابة.
- إذا كان القالب يصدأ: استخدم النيكل اللاكهربائي لتغطية 100%.
- إذا كان البلاستيك ملتصقًا: استخدم الكروم الصلب أو المتخصصة الطلاءات المملوءة بـ PTFE .
4.5. عملية معالجة السطح: دليل خطوة بخطوة
الخطوة 1: تحضير القالب وتنظيفه
سوف يرتبط الطلاء فقط بسطح نظيف تمامًا.
- الإجراء: إجراء تلميع نهائي بالمستوى المطلوب الانتهاء من SPI (على سبيل المثال، تشطيب مرآة A-2).
- ملاحظة فنية: أي زيوت مجهرية متبقية من مركب التلميع سوف تتسبب في تقشير الطلاء (التصفيح).
الخطوة 2: تطبيق الطلاء
يتم وضع القالب في غرفة مفرغة (لـ PVD/CVD) أو في حمام كيميائي (للطلاء).
- الدقة: عادة ما يتم تطبيق الطلاءات بسمك 0.002 مم إلى 0.010 مم حتى لا يغيروا الأبعاد النهائية للجزء.
الخطوة 3: عمليات ما بعد العلاج
- الإجراء: افحص السطح بحثًا عن "الثقوب" أو السمك غير المستوي.
- الإجراء: قم بإجراء فحص نهائي للأبعاد للتأكد من أن الطلاء لم يضع الأداة "خارج نطاق التسامح".
4.6. استكشاف أخطاء معالجة الأسطح الشائعة وإصلاحها
| مشكلة | السبب المحتمل | الحل المهني |
|---|---|---|
| تقشير / يتساقط | سوء تنظيف السطح | قم بتجريد الطلاء وإعادة تلميعه واستخدام التنظيف بالموجات فوق الصوتية. |
| باهتة النهاية | الطلاء سميك جدًا | تقليل وقت الترسيب. تحقق من مقياس سمك ميكرون. |
| بناء الحافة | عالية current density (in plating) | استخدم “dummy” cathodes to pull excess current away from sharp corners. |
التعريف الفني: PVD مقابل CVD
- PVD (ترسيب البخار المادي): عملية فراغ ذات درجة حرارة منخفضة (أقل من 500 درجة مئوية) لا تشوه فولاذ القالب.
- الأمراض القلبية الوعائية (ترسيب البخار الكيميائي): عملية ذات درجة حرارة عالية (تصل إلى 1000 درجة مئوية) تخلق رابطة أقوى ولكنها قد تتطلب إعادة تصلب القالب بعد ذلك.
5. اعتبارات عملية للفنيين
كيف يحافظ الفنيون على سلامتهم أثناء إصلاح القالب؟
تعد السلامة أمرًا بالغ الأهمية عند التعامل مع أشعة الليزر عالية الطاقة والعلاجات الكيميائية.
- سلامة الليزر: العمل دائما في مكان معين منطقة الليزر من الدرجة الرابعة . يجب على الفنيين ارتداء نظارات أمان خاصة بالطول الموجي لمنع تلف الشبكية الدائم بسبب الأشعة المنعكسة.
- استخراج الدخان: يؤدي اللحام والتنظيف الكيميائي إلى إطلاق جسيمات معدنية مجهرية ومركبات عضوية متطايرة (VOCs). استخدم تهوية عادم موضعية للحفاظ على جودة الهواء.
- الحماية الحرارية: حتى مع وجود منطقة HAZ موضعية، يمكن لقاعدة القالب الاحتفاظ بحرارة كبيرة. استخدم قفازات مقاومة للحرارة عند التعامل مع المكونات بعد اللحام.
المعدات والأدوات المطلوبة للنجاح
تتطلب محطة العمل الاحترافية لإصلاح القوالب أكثر من مجرد ماكينة لحام. تشمل الأدوات الأساسية ما يلي:
- مجهر ستيريو: الحد الأدنى من التكبير 10x لعرض حمامات اللحام.
- المطاحن الدقيقة: أدوات دوارة هوائية أو كهربائية عالية السرعة "لتخشين" اللحام.
- مجموعات التلميع الدقيقة: معاجين الماس وأحجار السيراميك لاستعادة تشطيب سطح SPI.
- ميكرومتر رقمي: للتحقق من أن الإصلاح قد أعاد المكون إلى تفاوته الأصلي.
تحليل التكلفة: إصلاح القالب مقابل الاستبدال
أحد أهم أدوار الفني هو تقديم المشورة للإدارة بشأن ما إذا كان ينبغي إصلاح القالب أو التخلص منه.
الجدول 2: مصفوفة القرار للإصلاح مقابل الاستبدال
| عامل | إصلاح (سطح الليزر) | استبدال كامل |
|---|---|---|
| التكلفة النموذجية | 5% – 20% من تكلفة الأداة الأصلية | 100% من تكلفة الأداة |
| المهلة الزمنية | 24 - 72 ساعة | 8 – 16 اسبوع |
| المتانة | 80% – 100% من الحياة الأصلية | 100% (دورة حياة جديدة) |
| أفضل ل | أضرار موضعية، بوابات، خطوط فاصلة | تشقق الإطار الكارثي، الغسل الكامل |
دراسة الحالة: تقليل وقت التوقف عن العمل في أدوات السيارات
تعرض أحد موردي السيارات من المستوى الأول إلى "تجميد البوابة" بسبب تآكل قالب به 32 تجويفًا.
- المشكلة: كان فلاش خط الفراق يسبب معدل رفض بنسبة 15%.
- الحل: يستخدم الفنيين سلك ليزر H13 لإعادة بناء خط الفراق، يليه أ القصدير (نيتريد التيتانيوم) طلاء بي في دي.
- النتيجة: عاد القالب إلى الإنتاج في الداخل 36 ساعة ، وزادت صلابة السطح من 52 HRC إلى 82 HRC، مما يمنع التآكل في المستقبل.
6. التقنيات والتقنيات المتقدمة
ما هي طرق الإصلاح الهجين؟
يتضمن الإصلاح الهجين استخدام اللحام بالليزر للترميم الهيكلي تليها المعالجة السطحية للتعزيز الوظيفي.
- مثال: لحام ثقب دبوس القاذف التالف ومن ثم تطبيق النيكل اللاكهربائي طلاء للوحة بأكملها. وهذا يضمن أن الإصلاح قوي وأن السطح بأكمله محمي ضد الصدأ.
الأتمتة في إصلاح القالب
الصناعة تتجه نحو اللحام بالليزر باستخدام الحاسب الآلي . وبدلاً من قيام الفني بتوجيه السلك يدويًا تحت المجهر، تتبع الذراع الآلية مسارًا مبرمجًا مسبقًا. وهذا يضمن اتساقًا بنسبة 100% في سمك اللحام ويعتبر مثاليًا لإصلاح مجموعات كبيرة من الإدخالات المتطابقة.
التقنيات الناشئة: الطباعة المعدنية ثلاثية الأبعاد (التصنيع الإضافي)
بالنسبة لحالات الفشل الكارثية حيث تكون أجزاء كبيرة من القالب مفقودة، يستخدمها الفنيون الآن ترسيب الطاقة الموجهة (DED) . أداة "الطباعة ثلاثية الأبعاد" هذه يتم وضعها مباشرة على قاعدة القالب الموجودة، والتي يتم بعد ذلك تشكيلها باستخدام الحاسب الآلي مرة أخرى إلى الشكل النهائي.
7. ملخص النقاط الرئيسية
- الدقة هي المفتاح: اللحام بالليزر is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- التآزر السطحي: المعالجة السطحيةs like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- الصيانة الاستباقية: إن تحديد التآكل مبكرًا من خلال الفحص المجهري يمكن أن يمنع الحاجة إلى بدائل مكلفة.
مستقبل إصلاح قوالب الحقن
نظرًا لأن الأجزاء البلاستيكية أصبحت أكثر تعقيدًا ومدة زمنية أقصر، فقد تم دمجها التشخيص القائم على الذكاء الاصطناعي و إصلاح الليزر الآلي سوف تصبح قياسية. سيكون الفنيون الذين يتقنون علوم اللحام المعدنية وكيمياء الطلاءات السطحية من الأصول الأكثر قيمة في "المصنع الذكي" الحديث.
قائمة المراجعة الفنية لاستكشاف الأخطاء وإصلاحها للفنيين
- هل تم تحديد نوع الفولاذ؟ (تطابق السلك مع المعدن الأساسي).
- هل السطح "نظيف ومشرق"؟ (لا توجد زيوت أو بقايا).
- هل تم ضبط معلمات الليزر؟ (تحقق من الجول وحجم البقعة).
- هل يتدفق غاز الأرجون؟ (منع الأكسدة).
- هل يتطابق الطلاء مع الراتنج؟ (على سبيل المثال، Chrome لـ PVC).
الأسئلة المتداولة: إصلاح قالب الحقن
ما هي تكلفة اللحام بالليزر لإصلاح القالب عادةً؟
تكلفة اللحام بالليزر لإصلاح القالب يتراوح عموما من 200 دولار إلى 2000 دولار لكل جلسة إصلاح، اعتمادًا على مدى تعقيد الشكل الهندسي وحجم المواد المطلوبة. ويمثل هذا توفيرًا كبيرًا، لأنه عادةً ما يكلف فقط 5% إلى 15% من سعر القالب البديل.
هل يمكنك لحام قالب تم معالجة سطحه بالفعل؟
نعم، ولكن يجب إزالة طلاء السطح في منطقة الإصلاح أولاً. الطلاءات مثل الكروم الصلب أو TiN يجب تجريدها عن طريق الحفر الكيميائي أو الطحن الدقيق قبل اللحام. اللحام مباشرة فوق الطلاء سوف يسبب التلوث مما يؤدي إلى لحام هش وضعف الترابط.
ما هي أفضل معالجة سطحية للمواد البلاستيكية الكاشطة؟
بالنسبة للمواد البلاستيكية المقواة بالألياف الزجاجية أو المعادن، نيتريد التيتانيوم (TiN) أو الكربون الشبيه بالألماس (DLC) هي أفضل المعالجات السطحية. توفر هذه الطلاءات PVD صلابة سطحية تزيد عن 100% 80 لجنة حقوق الإنسان ، الذي يقاوم بشكل فعال تأثير "السفع الرملي" للراتنجات الكاشطة.
كم من الوقت يستغرق إصلاح اللحام بالليزر النموذجي؟
يمكن إكمال معظم إصلاحات اللحام بالليزر البسيطة 2 إلى 4 ساعات بما في ذلك التحضير والتنظيف. إذا كان الإصلاح يتطلب تلميعًا مكثفًا بعد اللحام أو معالجات سطحية ثانوية مثل طلاء PVD، فعادةً ما يكون إجمالي المهلة الزمنية 24 إلى 72 ساعة .
هل يسبب اللحام بالليزر تشوه القالب؟
لا، اللحام بالليزر لا يسبب تزييفها عندما يتم تنفيذها بشكل صحيح. لأن الليزر يصدر شعاعًا عالي التركيز مع المنطقة المتأثرة بالحرارة الدنيا (HAZ) ، يبقى الجزء الأكبر من القالب في درجة حرارة الغرفة، مما يحافظ على السلامة الهيكلية وتفاوتات الأبعاد للأداة.
ما هو الفرق بين لحام TIG واللحام بالليزر للقوالب؟
الفرق الأساسي هو مدخلات الحرارة .
- لحام TIG يستخدم قوسًا عالي الحرارة يخلق منطقة منطقة خطرة كبيرة، وغالبًا ما يتطلب تلدين القالب بأكمله وإعادة تصلبه.
- اللحام بالليزر يستخدم شعاعًا ضوئيًا دقيقًا يُنشئ حوض ذوبان مجهري، مما يسمح بإجراء إصلاحات على الأدوات الصلبة النهائية دون التأثير على المواد المحيطة.
كيف أختار سلك اللحام بالليزر الصحيح؟
يجب عليك تطابق التركيب الكيميائي من سلك اللحام إلى قالب الفولاذ الأساسي. على سبيل المثال، استخدم سلك H13 لأداة H13 الفولاذية . قد يؤدي استخدام سلك غير صحيح إلى ظهور "خطوط واضحة" أو "ظلال" بعد صقل القالب، مما سيظهر كعيوب في الأجزاء البلاستيكية النهائية.
الجدول المرجعي السريع: حلول الإصلاح حسب العيوب
| نوع العيب | الإصلاح الموصى به | لماذا؟ |
|---|---|---|
| فلاش خط الفراق | اللحام بالليزر (P20/H13) | يعيد بناء الحواف الحادة بدون تشويه. |
| التآكل الحمضي للـ PVC | النيكل اللاكهربائي Plating | يوفر حاجزًا كيميائيًا بنسبة 100% في جميع التجاويف. |
| غسل البوابة | طلاء TiN بالليزر | يستعيد الأبعاد ويضيف مقاومة للتآكل. |
| سجل دبوس القاذف | تلميع دقيق DLC | يقلل الاحتكاك لمنع إمساك الدبوس. |

