
مقدمة
في عملية قولبة حقن البلاستيك، يعد الانتهاء من سطح الجزء أكثر بكثير من مجرد اختيار تجميلي. فهو يؤثر بشكل مباشر على كيفية ملمس المنتج في يد المستهلك، وكيف ينعكس الضوء عن محيطه، والأهم من ذلك، مدى نظافة إخراج الجزء من تجويف القالب أثناء الإنتاج. يمكن أن يؤدي اختيار اللمسة النهائية الخاطئة إلى خدوش صغيرة، أو علامات حوض تجميلية، أو تعلق الأجزاء في الأداة، مما يؤدي إلى ارتفاع معدلات الخردة بشكل كبير.
لتوحيد هذه التشطيبات عبر سلسلة التوريد، أنشأت جمعية صناعة البلاستيك (المعروفة الآن باسم PLASTICS) نظام تصنيف SPI للتشطيبات السطحية. في حين قامت الجمعية بتحديث اسمها، لا يزال صانعو الأدوات ومهندسو التصنيع العالميون يشيرون إليها عالميًا باسم "معايير SPI".
إن فهم الفروق الدقيقة في هذه المعايير - وكيفية تفاعل البوليمرات المختلفة معها - هو المفتاح لتحقيق التوازن بين الهدف الجمالي وواقع التصنيع.

التصنيفات الأربعة الأساسية لـ SPI
يصنف معيار SPI التشطيبات إلى أربع درجات حروف مميزة (A، B، C، وD)، يتم تحديدها بواسطة الوسائط والطريقة المستخدمة لتلميع قالب الفولاذ. داخل كل درجة، تحدد الأرقام من 1 إلى 3 مستوى المعالجة ومتوسط خشونة السطح الناتج (Ra).
الفئة أ: التشطيبات اللامعة / اللامعة (تلميع الماس)
تمثل التشطيبات من الفئة (أ) قمة الوضوح البصري والجماليات شديدة اللمعان. يتم تحقيق هذه التشطيبات عن طريق تلميع تجويف القالب يدويًا بعناية باستخدام درجات أدق تدريجيًا من معاجين التلميع بمسحوق الماس.
- سبي أ-1: أعلى مستوى، باستخدام معجون تلميع ماسي من الدرجة 3 لتحقيق خشونة سطح فائقة النعومة تبلغ حوالي 0.012 إلى 0.025 ميكرومتر Ra. إنه يعطي لمسة نهائية عاكسة للغاية تشبه المرآة.
- سبي أ-2: يستخدم معجون الماس من الدرجة 6، مما يؤدي إلى قيمة Ra أعلى قليلاً (0.025 إلى 0.05 ميكرومتر) مع الحفاظ على لمعان ممتاز.
- سبي أ-3: مصقول بمعجون ماسي من الدرجة 15، مما يوفر مظهرًا حادًا ولامعًا ولكنه يسمح بمظهر خشونة أكثر تسامحًا قليلاً (0.05 إلى 0.10 ميكرومتر Ra).
رؤى التصنيع:
يتطلب تحقيق تشطيب حقيقي من الفئة A قوالب فولاذية عالية الجودة وعالية الصلابة مثل NAK80 أو S136. تحتوي أدوات الفولاذ القياسية على شوائب دقيقة أو مسامية؛ عند صقلها إلى مستوى أ-1، "تتمزق" هذه الشوائب، مما يترك حفرًا مجهرية تدمر اللمسة النهائية.
علاوة على ذلك، تعمل أسطح الفئة أ بمثابة عدسة مكبرة لعيوب الأجزاء الداخلية - أي انكماش حجمي طفيف (علامات الحوض) خلف الضلع أو الرأس سيكون مرئيًا على الفور تحت انعكاس الضوء.
- التطبيقات الشائعة: العدسات البصرية، وأنابيب الإضاءة الشفافة، ودروع الوجه، والمرايا، وأغطية الأجهزة الإلكترونية الاستهلاكية المتطورة حيث يلزم الحصول على مظهر أسود بيانو ممتاز أو مظهر شفاف تمامًا.
الفئة ب: التشطيبات شبه اللامعة (ورق الحبيبات)
تم تصميم تشطيبات الفئة ب للأجزاء التي تتطلب مظهرًا أنيقًا واحترافيًا دون التكاليف الباهظة أو هشاشة تشطيب المرآة. يتم تحقيق هذه الأسطح باستخدام ورق الصنفرة الناعم المطبق بحركة خطية متداخلة.
- SPI ب-1: تم تشطيبه بورق حبيبي 600، مما ينتج سطحًا شبه لامع نظيف بشكل استثنائي مع خشونة نموذجية تتراوح من 0.05 إلى 0.10 ميكرومتر Ra.
- سبي ب-2: مصقول بورق حبيبي 400، مما يوفر مظهرًا متوسطًا شبه لامع (0.10 إلى 0.15 ميكرومتر Ra).
- سبي ب-3: مصقول بورق حبيبي 320، مما ينتج عنه لمعان حريري ناعم مع خدوش دقيقة مرئية وموحدة (0.28 إلى 0.35 ميكرومتر Ra).
رؤى التصنيع:
نظرًا لأن تلميع الورق الحبيبي يقدم نمط خدش خطي اتجاهي للقالب، يجب على صانع الأدوات محاذاة ضربات التلميع مع اتجاه فتح القالب (مسار الإخراج). إذا كانت خطوط الحبيبات متعامدة مع اتجاه السحب، فإن البلاستيك المصبوب سوف يمسك بالأخاديد الدقيقة، مما يؤدي إلى علامات الاحتكاك وصعوبات شديدة في الطرد أثناء عملية الإنتاج.
- التطبيقات الشائعة: أغلفة الأجهزة الاستهلاكية، ولوحات الديكورات الداخلية للسيارات، والمرفقات الإلكترونية المحمولة، ومعدات المكاتب التجارية.

الفئة ج: التشطيبات غير اللامعة (تلميع الحجر)
تتميز التشطيبات من الفئة C بمظهر ناعم وممل وغير عاكس. يحقق صانعو الأدوات هذا الملمس باستخدام أحجار الزيت (أحجار الحصى) لتنعيم فولاذ القالب بقوة.
- سبي ج-1: تم تحقيقه باستخدام حجر تلميع ناعم بحبيبات 600، مما أدى إلى الحصول على لمسة نهائية ناعمة غير لامعة (0.35 إلى 0.40 ميكرومتر Ra).
- سبي ج-2: تم تشطيبه بحجر 400 حبيبة رملية، مما يخلق ملمسًا غير لامع مميزًا (0.45 إلى 0.55 ميكرومتر Ra).
- سبي ج-3: تم تشطيبه بحجر خشن 320 حبيبة رملية، مما يزيل جميع علامات الأدوات ليترك مظهرًا غير لامع أكثر خشونة ومسطحًا تمامًا (0.63 إلى 0.85 ميكرومتر Ra).
رؤى التصنيع:
في التطبيقات الصناعية، نادرًا ما يتم اختيار الفئة C فقط من أجل "تزيين" جزء ما. وبدلاً من ذلك، فإن هذا هو الهدف النهائي للصناعة المتمثل في "فعالية التكلفة". الغرض الأساسي من تلميع الحجر هو محو علامات المعالجة الخشنة (الإسكالوب والأخاديد) التي خلفتها قواطع الطحن CNC أو أقطاب EDM بسرعة وبشكل اقتصادي. إنها النهاية الافتراضية للأجزاء التي لن يراها المستخدم النهائي أبدًا.
- التطبيقات الشائعة: الأضلاع الهيكلية الداخلية والأقواس الإلكترونية والمكونات الهيكلية للسيارات وخزانات الوقود والأجهزة الصناعية المخفية.
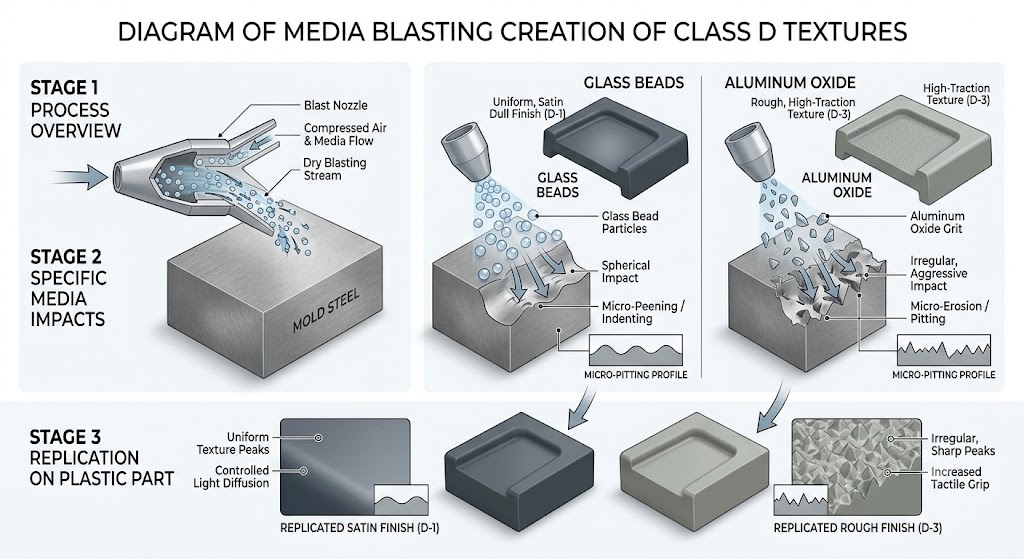
الفئة د: التشطيبات المركبة (السفع/السفع الرملي)
توفر التشطيبات من الفئة D ملمسًا خشنًا أو شديد النسيج أو الساتان. هذه عملية تركيب "مدمرة" حيث يتعرض تجويف القالب لتفجير الوسائط الجافة تحت ضغط عالٍ.
- سبي د-1: تم إنشاؤها عن طريق تفجير الفولاذ القالب بخرز زجاجي ناعم، مما يؤدي إلى تشطيب موحد يشبه الساتان (0.80 إلى 1.10 ميكرومتر Ra).
- سبي د-2: يتم تفجيرها بوسائط انفجار أو رمل متوسطة الدرجة، مما ينتج نسيجًا أكثر خشونة وغير قابل للانزلاق (1.10 إلى 1.60 ميكرومتر Ra).
- سبي د-3: يتم تفجيره بأكسيد الألومنيوم الخشن أو حبيبات الرمل الثقيلة، مما ينتج عنه لمسة نهائية شديدة اللمس وخشنة ومسطحة تمامًا (2.30 إلى 3.20 ميكرومتر Ra).
رؤى التصنيع:
تعتبر التشطيبات من الفئة D رائعة لإخفاء عيوب السطح مثل خطوط اللحام أو علامات الحوض البسيطة. ومع ذلك، يجب على المهندسين التخطيط لـ "تدهور النسيج". على مدى فترة إنتاج طويلة (على سبيل المثال، مئات الآلاف من الدورات)، فإن المواد البلاستيكية الهندسية الكاشطة مثل النايلون المملوء بالزجاج سوف تؤدي ببطء إلى تآكل و"تلميع" القمم الحادة لتجويف القالب المنفجر. ونتيجة لذلك، يمكن أن يتحول نسيج د-1 تدريجيًا إلى نسيج شبه لامع بمرور الوقت، مما يتطلب سحب القالب من الإنتاج وإعادة تفجيره لاستعادة المواصفات الأصلية.
- التطبيقات الشائعة: مقابض الأدوات الثقيلة، وعجلات القيادة البلاستيكية، وأغطية الأمتعة المزخرفة، ومقابض الأجهزة الإلكترونية الاستهلاكية، والمرفقات الصناعية المصممة لإخفاء بصمات الأصابع والخدوش.
مخطط مقارنة تشطيب السطح SPI
| درجة SPI | طريقة التشطيب / متوسط | متوسط الخشونة النموذجي (Ra - ميكرومتر) | متوسط الخشونة النموذجي (Ra - ميكروبوصات) | المظهر البصري ومستوى اللمعان | مضاعف تكلفة الأدوات النسبية |
|---|---|---|---|---|---|
| A-1 | درجة 3 الماس بوف | 0.012 إلى 0.025 | 0.5 إلى 1.0 | طلاء عالي المرآة، عاكس للغاية | 2.5x إلى 3.0x |
| أ-2 | درجة 6 الماس بوف | 0.025 إلى 0.05 | 1.0 إلى 2.0 | طلاء مرآة، انعكاس جيد | 2.0x إلى 2.5x |
| أ-3 | درجة 15 من الماس بوف | 0.05 إلى 0.10 | 2.0 إلى 4.0 | لمعان عالي، انعكاسات ناعمة | 1.5x إلى 2.0x |
| ب-1 | 600 ورقة حصى | 0.05 إلى 0.10 | 2.0 إلى 4.0 | شبه لامع، لمعان خطي ناعم | 1.3x |
| ب-2 | 400 ورقة حصى | 0.10 إلى 0.15 | 4.0 إلى 6.0 | متوسطة شبه لامعة | 1.2x |
| ب-3 | 320 ورقة حصى | 0.28 إلى 0.35 | 11.0 إلى 14.0 | ساتان ناعم، لمعان خفيف | 1.1x |
| ج-1 | 600 حجر حصى | 0.35 إلى 0.40 | 14.0 إلى 16.0 | ناعم غير لامع، غير عاكس | 1.0x (خط الأساس) |
| ج-2 | 400 حجر حصى | 0.45 إلى 0.55 | 18.0 إلى 22.0 | متوسط مطفي، لمسة نهائية مسطحة | 0.9x |
| ج-3 | 320 حجر حصى | 0.63 إلى 0.85 | 25.0 إلى 34.0 | ماتي الخشنة، يمحو علامات الأداة | 0.8x |
| D-1 | انفجار حبة الزجاج الجاف | 0.80 إلى 1.10 | 32.0 إلى 44.0 | ساتان باهت، نسيج لؤلؤي ناعم | 1.2x |
| د-2 | انفجار الرمال الناعمة | 1.10 إلى 1.60 | 44.0 إلى 64.0 | ملمس باهت، مسطح تمامًا | 1.3x |
| د-3 | الرمال الخشنة / انفجار الأكسيد | 2.30 إلى 3.20 | 90.0 إلى 130.0 | ملمس خشن للغاية وملمس | 1.4x |
العوامل الرئيسية عند اختيار تشطيب سطح SPI
يتطلب اختيار تشطيب السطح مقايضة محسوبة بين خصائص المواد والهندسة والميزانية. فيما يلي العوامل الأساسية التي يجب أن توجه قرارك بشأن التصنيع (DFM).
اختيار المواد: البوليمرات البلورية وغير المتبلورة
يحدد التركيب الجزيئي للراتنج البلاستيكي بشكل مباشر مدى جودة تكرار الشكل النهائي للقالب.
- البوليمرات غير المتبلورة (على سبيل المثال، البولي كربونات، ABS، الأكريليك/PMMA) لها تخطيط جزيئي عشوائي يتدفق بشكل مثالي مع الفولاذ المصقول. إنهم يتفوقون في التقاط تشطيبات الماس من الدرجة الأولى للحصول على شفافية مطلقة أو لمعان عالي.
- البوليمرات البلورية (على سبيل المثال، النايلون/PA، والبولي بروبيلين، والبولي إيثيلين) تخضع للتبلور المنظم أثناء تبريدها، مما يتسبب في زيادة الانكماش. علاوة على ذلك، إذا قمت بإضافة ألياف زجاجية (GF) إلى هذه المواد من أجل القوة، فإن الألياف تميل إلى الطفو على السطح. يعد تحديد طبقة نهائية من الفئة A على نايلون مملوء بالزجاج بنسبة 30% مضيعة لرأس المال - حيث سيبدو السطح بطبيعته مخططًا ومرقشًا. تعمل هذه المواد بشكل أفضل بكثير في تشطيبات الفئة C أو الفئة D.
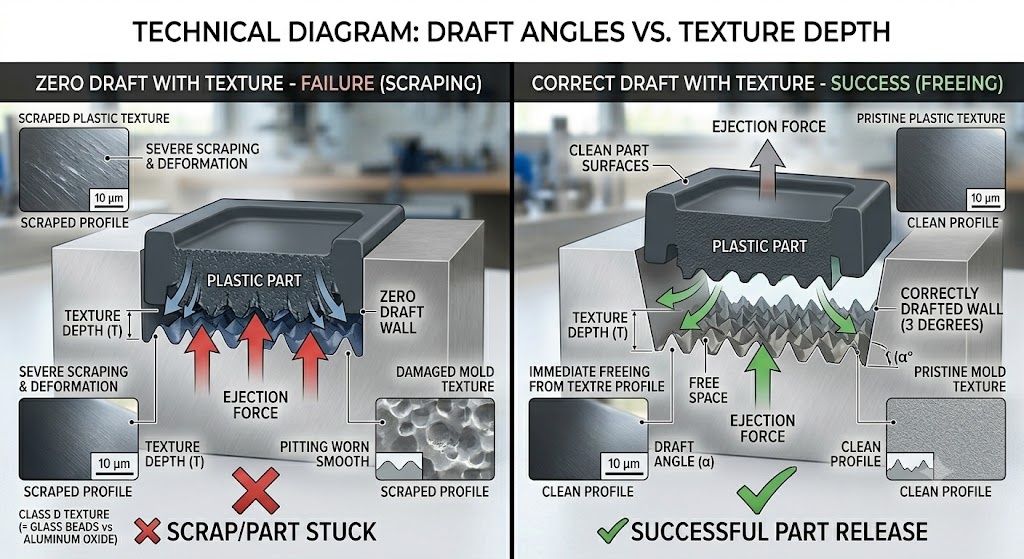
مشروع ركلة الجزاء الزاوية
تخلق القوام السطحي قممًا ووديانًا مجهرية. عندما يفتح القالب، يجب سحب الجزء البلاستيكي بشكل نظيف. إذا كانت الجدران الرأسية للجزء تفتقر إلى مسودة كافية (مستدقة)، فسيقوم الفولاذ المزخرف بكشط أو تمزق أو وضع علامة على بلاستيك التبريد أثناء الطرد.
- القاعدة الذهبية للصناعة: بالنسبة للتشطيبات القياسية الناعمة (الفئة A وB)، يكون الحد الأدنى لزاوية السحب من 0.5 إلى 1.0 درجة لكل جانب مقبولًا.
- حكم الإبهام محكم: بالنسبة للتشطيبات ذات السفع الرملي من الفئة D، يجب عليك إضافة درجة إضافية تقريبًا من زاوية المسودة لكل 0.025 مم (ما يعادل 1 مل أو 0.001 بوصة) من عمق النسيج. سيؤدي الفشل في حساب ذلك إلى ظهور علامات سحب شديدة وتشوه الأجزاء.
تكاليف الأدوات والمهل الزمنية
كما هو موضح في مخطط المقارنة، فإن تشطيب الفئة (أ) يؤدي إلى تضخم تكاليف تصنيع القالب بشكل كبير. يمكن لتلميع الأداة يدويًا حتى النهاية A-1 أن يضيف أيامًا أو حتى أسابيع إلى المهلة الزمنية للأدوات لأنه يجب أن يتم ذلك خطوة بخطوة (على سبيل المثال، لا يمكنك القفز من حجر 320 حبيبة رملية مباشرة إلى معجون الماس دون إتلاف المصفوفة الفولاذية). تعتبر التشطيبات الحجرية من الفئة C هي الأسرع والأرخص في الإنتاج.
وظيفة الجزء
النظر في بيئة الاستخدام النهائي. تعتبر التشطيبات عالية اللمعان من الفئة A بمثابة مغناطيسات خدش سيئة السمعة وتظهر بصمات دهنية على الفور. إذا كان من المفترض التعامل مع المنتج يوميًا (مثل وحدة التحكم أو المقبض الإلكتروني)، فإن نسيج الساتان من الفئة D يوفر احتكاكًا ملموسًا بينما يخفي التآكل والتلف بنجاح طوال عمر المنتج.
كيفية تحديد تشطيبات SPI على الرسومات الهندسية
يمنع الاتصال الواضح إعادة عمل الأدوات المكلفة. عند إعداد مخططات الإنتاج أو الرسومات الهندسية ثنائية الأبعاد، قم بتطبيق أفضل الممارسات الصناعية التالية:
- تجنب وسائل الشرح العامة: لا تكتب أبدًا "الأسطح الخارجية البولندية" في ملاحظات الرسم. وهذا يترك التعريف بالكامل للتفسير. بدلاً من ذلك، استخدم وسائل شرح صريحة مثل:
يتم تشطيب السطح ليكون SPI A-2 على الوجوه التجميلية المرئية. - استخدام خطوط حدود الملمس: إذا كان الجزء المصبوب الواحد يتميز بتشطيبات متعددة (على سبيل المثال، شريط لامع من الفئة A على مبيت من الفئة D)، فارسم خطًا حدوديًا نظيفًا ومتقطعًا على الطباعة ثنائية الأبعاد لإظهار مناطق الانتقال الدقيقة.
- المعايير العالمية المرجعية: إذا كنت تتعامل مع سلاسل التوريد العالمية، فقد يكون شريك التصنيع الخاص بك معتادًا أكثر على معيار VDI 3400 الأوروبي (الذي يعتمد على مقاييس التآكل الشراري) أو كتالوجات الأنسجة الخاصة مثل Mould-Tech. لاحظ القيم المكافئة إن أمكن (على سبيل المثال، SPI C-1 يتوافق تقريبًا مع VDI 18 إلى 21).
- طلب لوحات الملمس المادي: قبل السماح لصانع الأدوات بتركيب تجويف قالب تبلغ قيمته عدة آلاف من الدولارات، اطلب شريحة عينة مادية مصبوبة في بالضبط مادة الراتنج المختارة. يبدو القوام مختلفًا إلى حد كبير على مادة البولي بروبيلين الطبيعية عما هو عليه في مادة البولي كربونات السوداء.
خاتمة
يؤدي إتقان معايير SPI لتشطيب الأسطح إلى سد الفجوة بين مفاهيم التصميم الصناعي وأداء التصنيع في العالم الحقيقي. من خلال فهم أن الطبقة النهائية من الفئة A تتطلب أدوات فولاذية ممتازة وتصميم أجزاء لا تشوبه شائبة، أو أن بنية الفئة D تتطلب زوايا مسودة كبيرة، يمكنك تجنب اختناقات التصنيع، وخفض معدلات رفض الأجزاء، والتحكم في ميزانية الأدوات الخاصة بك.
استشر دائمًا شريكك في عملية القولبة بالحقن أثناء مرحلة سوق دبي المالي المبكرة لمواءمة اختيارك للمواد والمسودة الهندسية ومعيار SPI المطلوب قبل قطع الفولاذ.

