
في قوالب الحقن الصناعية الحديثة - خاصة داخل سلاسل توريد السيارات والفضاء والأجهزة الطبية المتطلبة في أمريكا الشمالية - أدى التوجه نحو الوزن الهيكلي وتكامل المكونات إلى اعتماد غير مسبوق على المقاطع الرقيقة الجدران ومصفوفات البوليمر المعقدة والمعززة بالألياف. في حين أن هذه التطورات تنتج كفاءات كبيرة في المواد والكتلة، إلا أنها تضاعف بشكل كبير من خطر الفشل الميكانيكي الموضعي والرفض التجميلي الناجم عن خطوط الحياكة وخطوط اللحام. بعيدًا عن كونها عيوبًا سطحية بسيطة، تمثل هذه الواجهات الهيكلية انقطاعات عميقة داخل المصفوفة المقولبة حيث تفشل سلاسل البوليمر في الانتشار بشكل كافٍ. لحماية هوامش تصنيع المعدات الأصلية الضيقة والحفاظ على معايير السلامة الميكانيكية الصارمة، لم يعد بإمكان الشركات المصنعة التعامل مع معالجة الخطوط المتماسكة كسلسلة من تعديلات التجربة والخطأ في الصحافة. وبدلاً من ذلك، يجب على الفرق الهندسية اعتماد منهجية تعتمد على البيانات والتي تربط بسلاسة الفحص الكمي لأرضية المتجر مع المحاكاة التنبؤية المتقدمة وتخطيطات الأدوات المحسنة.
اكتشاف وفحص الخطوط المتماسكة: الانتقال من المقاييس المرئية إلى المقاييس الكمية
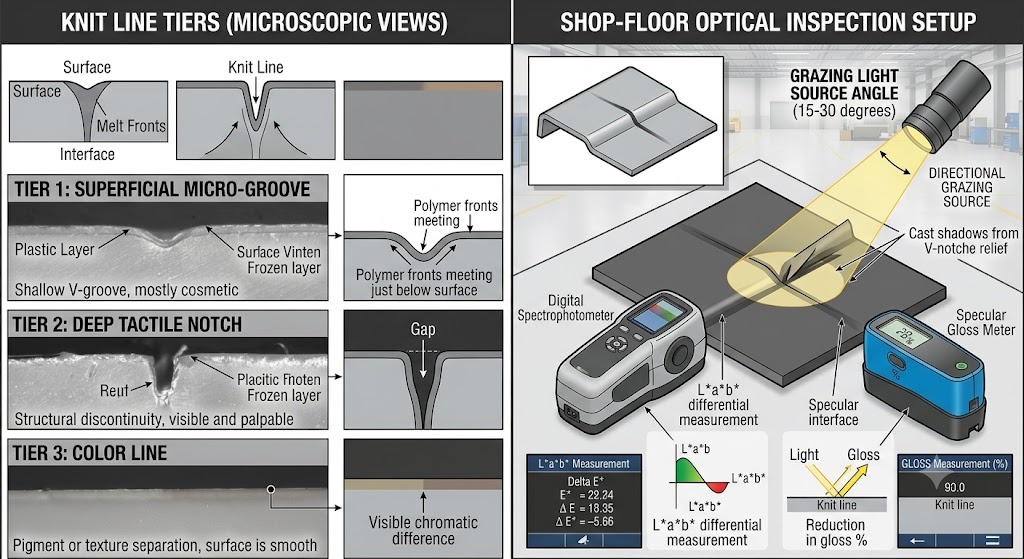
لإنشاء إطار قوي لمراقبة الجودة، يجب أن تقضي عمليات التشكيل على التقييمات المرئية الذاتية واستبدالها بمقاييس دقيقة وقابلة للقياس الكمي. على أرض الإنتاج، غالبًا ما يصنف الفحص البصري التقليدي مشكلات الخطوط المتماسكة من خلال واصفات نوعية غامضة. يتطلب التحكم الحقيقي في العملية تحويل هذه الملاحظات النوعية إلى متغيرات رقمية قابلة للتكرار. يجب تصنيف مورفولوجيا السطح إلى طبقات مادية متميزة: الأخاديد الدقيقة السطحية، والشقوق اللمسية العميقة، وتغير اللون الموضعي التفاضلي. باستخدام تقنيات التصوير المتخصصة، مثل إضاءة الرعي منخفضة الزاوية والتصوير عالي التباين، يمكن لمهندسي الجودة رسم خريطة للانحرافات السطحية. بالنسبة للمكونات التجميلية، يجب استخدام مقاييس الطيف الضوئي لتسجيل التحولات اللونية عبر الواجهة باستخدام مساحة الألوان CIELAB القياسية، مما يحدد حدًا أعلى للعتبة، مثل Delta E_ab أقل من أو يساوي 0.5. في الوقت نفسه، تكون أجهزة قياس اللمعان التلامسية مطلوبة لقياس تخفيضات اللمعان المرآوي المحلي، مما يضمن تطابق منطقة اللحام مع النسيج الاسمي ضمن قيمة التسامح المحددة.
بالنسبة للمكونات الهندسية الحاملة أو الحرجة للسوائل، تمثل قياسات السطح غير المدمرة نصف بروتوكول التحقق فقط. يجب التأكد من السلامة الميكانيكية من خلال أنظمة اختبار تدميرية موحدة وصارمة. يجب أن تنص البروتوكولات الهندسية على أن يتم حصاد أشرطة اختبار الشد (المطابقة للمواصفة ASTM D638 أو ISO 527) مباشرة من مكونات الإنتاج، مع وضع خط الحياكة بدقة في منتصف طول المقياس. يتم بعد ذلك قياس الأداء الميكانيكي لهذه العينات مقابل عينات أساسية متطابقة مصبوبة بدون واجهة لحساب عامل الاحتفاظ بقوة خط اللحام (WRF)، والذي يتم التعبير عنه بواسطة معادلة النص العادي التالية:
في حين أن السكن الاستهلاكي الجمالي قد يتحمل انخفاضًا كبيرًا في القوة بشرط أن يكون تباين اللون ضئيلًا، إلا أن المكونات المهمة تحت غطاء المحرك أو مجمعات السوائل الطبية غالبًا ما تفرض عتبات جودة صارمة، وترفض أي دفعة تقل عن 90 بالمائة أو 95 بالمائة من قيمة الاحتفاظ. إذا انخفض خط اللحام إلى ما دون هذه العتبات المحددة مسبقًا، فيجب على مهندسي الجودة تنفيذ قائمة فحص فورية مكونة من 4 خطوات لأرضية الورشة:
- تحقق من درجات حرارة الذوبان وتجويف العفن الفعلية باستخدام مجسات حرارية معايرة.
- توثيق ملف تعريف عمق اللمس باستخدام مقياس التعريف السطحي.
- مرجع ترافقي لوزن الجزء المحلي مقابل الحدود الاسمية للتحقق من عدم التعبئة.
- إذا استمر الفشل، فاستخرج عينات لتقسيم المعادن المستعرضة أو المسح المجهري الإلكتروني (SEM) لفحص المواد المتطايرة المجهرية المحاصرة أو اختلال الألياف الموضعية على طول سطح الكسر.
الأسباب الجذرية والمحاكاة التنبؤية: ربط الفيزياء بالرؤى القابلة للتنفيذ
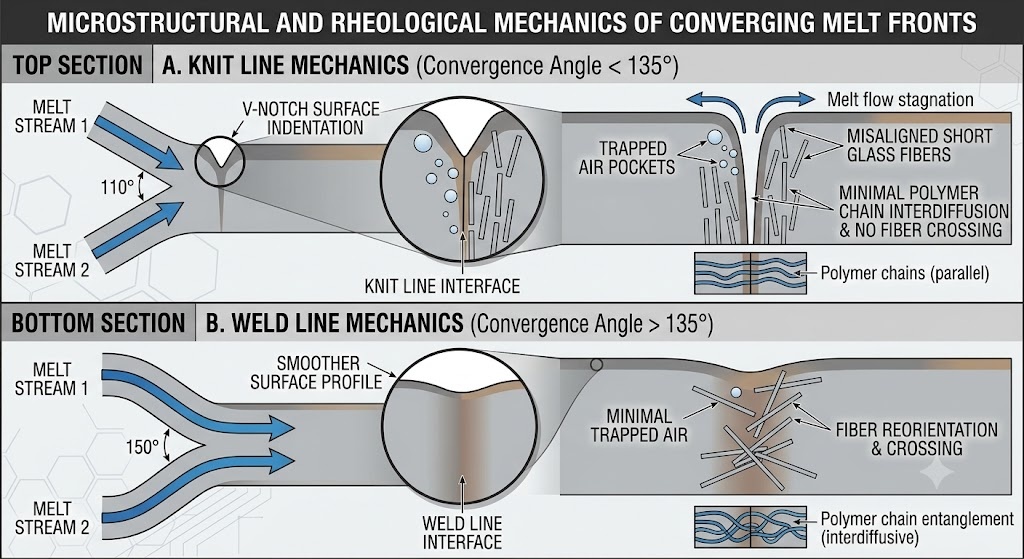
يتم تشكيل خط مترابط عندما تلتقي واجهتان أو أكثر من جبهات البوليمر المنصهرة وجهاً لوجه داخل تجويف القالب بزاوية تقارب أقل من 135 درجة. عندما تتجاوز زاوية التقارب هذه العتبة، يتم تصنيف الحدود تقنيًا على أنها خط لحام، مما يسمح للتيارات المتدفقة المتوازية بالاندماج بشكل طبيعي أكثر. تعتمد الفيزياء الأساسية التي تحكم قوة هذه الواجهة ووضوحها بشكل كامل على الحالة الديناميكية الحرارية للمادة أثناء التقارب. عندما يتحرك المصهور عبر التجويف، يؤدي التلامس مع قالب الفولاذ المبرد إلى إنشاء طبقة حدودية مجمدة، مما يؤدي باستمرار إلى تضييق قناة التدفق النشطة. إذا انخفضت درجة حرارة الذوبان المحلية بالقرب من نقطة التحول للمادة، أو إذا اضمحل ضغط الحقن الموضعي بسبب مسارات التدفق الطويلة، فإن السلاسل الجزيئية تفتقر إلى الطاقة الحرارية اللازمة وقوة التعبئة لعبور الواجهة والانتشار. علاوة على ذلك، فإن مسارات التدفق المنفصلة تجبر بطبيعتها التعزيزات متباينة الخواص، مثل الألياف الزجاجية القصيرة، على الدوران بالتوازي مع حدود الالتقاء، مما يؤدي تمامًا إلى القضاء على أي جسر ميكانيكي عبر الوصلة.
بدلاً من معالجة هذه الظواهر الفيزيائية من خلال تعديلات التجربة والخطأ باهظة الثمن بعد قطع الفولاذ، يجب استخدام أدوات CAE المتقدمة ذات العناصر المحدودة (مثل Autodesk Mouldflow أو Mouldex3D أو Sigmasoft 3D) أثناء مرحلة تصميم المنتج. يجب على المهندسين أن ينظروا إلى ما هو أبعد من المخططات المرئية الثنائية البسيطة وأن يقيموا المعايير التحليلية الكمية. تتضمن مخرجات المحاكاة الرئيسية تتبع نقاط ركود ناقل السرعة، وتحديد انخفاضات درجة الحرارة الموضعية عند التقاطع، واستخراج مؤشر كثافة خط اللحام العددي (VHI). تتضمن الطريقة الموثوقة للغاية لتقييم السلامة الهيكلية رسم خرائط لموترات اتجاه الألياف المسقطة مباشرة من محاكاة الحقن إلى حزم FEA الهيكلية النهائية، مما يسمح للمصممين بمحاكاة تركيزات الإجهاد الموضعية تحت الأحمال الميكانيكية في العالم الحقيقي. لضمان التنبؤ الدقيق، يجب أن تستخدم نماذج المحاكاة شبكات ثلاثية الأبعاد عالية الدقة تتكون من 10 إلى 12 طبقة على الأقل عبر أقسام الجدران الرقيقة، بالإضافة إلى بيانات توصيف المواد التي تم التحقق منها ومعلمات استجابة الآلة الدقيقة.
لتحويل تشخيصات CAE الافتراضية هذه إلى حلول عملية على أرض الواقع، يجب على الفرق الهندسية اتباع شجرة قرارات تشخيصية موحدة. عندما تشير المحاكاة إلى وجود خطر غير مقبول في الخطوط المتماسكة، يجب على المهندس تقييم وعزل المتغيرات بشكل منهجي بدلاً من تعديل المعلمات بشكل عشوائي. أولاً، تحقق مما إذا كان من الممكن نقل التقاطع إلى منطقة غير حرجة عن طريق تغيير مواقع البوابة. إذا كانت القيود الهندسية تجعل نقل البوابة مستحيلا، فإن الخطوة التالية هي تقييم الإدارة الحرارية الموضعية، وتقييم ما إذا كانت تعديلات درجة حرارة القالب المتغيرة يمكن أن تحسن الترابط الجزيئي. أخيرًا، إذا كانت التعديلات الحرارية غير كافية، فيجب تغيير سمك الجدار الميكانيكي لتقليل مقاومة التدفق المحلي وزيادة ضغط التعبئة. تضمن هذه الطريقة المنظمة أن تعتمد التعديلات على الأدوات والعمليات على مبادئ هندسية سليمة، مما يقلل بشكل كبير من دورات التطوير ويمنع أوامر التغيير الهندسي المكلفة (ECOs) في وقت متأخر من دورة الإطلاق.
تصميم القالب واستراتيجيات موقع البوابة: التحكم في مسارات التدفق والتخطيطات الحرارية
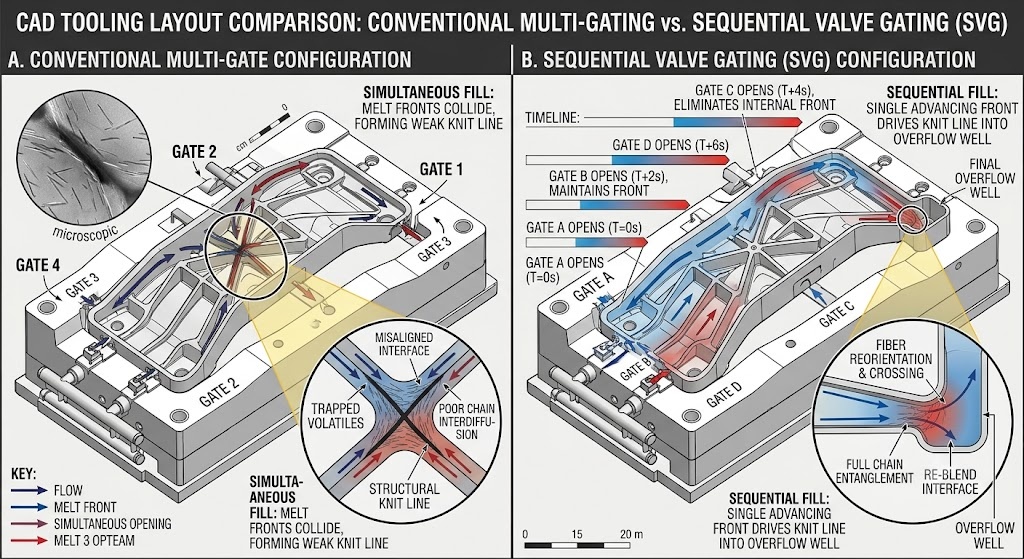
الطريقة الأساسية لإزالة الخطوط المتماسكة أو نقلها هي الموضع الاستراتيجي لنظام البوابات الخاص بالأداة. إن اختيار هندسة البوابة - سواء باستخدام بوابات الصمامات المباشرة الدقيقة، أو بوابات الحافة، أو بوابات المروحة - يحدد نمط التعبئة الأولي ويتحكم بشكل مباشر في كيفية تقسيم جبهات التدفق وإعادة تجميعها حول المسامير الأساسية أو القواطع الداخلية. عند تصميم الأجزاء المعقدة، يجب على المهندسين وضع قواعد دقيقة فيما يتعلق بمسافة التدفق والحد الأقصى المسموح به لنسب طول التدفق إلى سمك الجدار. على سبيل المثال، في الإلكترونيات الاستهلاكية ذات الجدران الرقيقة، غالبًا ما يتم استخدام استراتيجية بوابة الصمامات التسلسلية (SVG). باستخدام المسامير الهيدروليكية أو الهوائية التي يتم التحكم فيها إلكترونيًا لفتح بوابات الصمامات في تسلسل زمني دقيق، يمكن للمهندسين القضاء تمامًا على تكوين خطوط متماسكة داخلية عن طريق إجبار واجهة ذوبان واحدة مستمرة على الاجتياح عبر التجويف، وتحويل خطوط اللحام إلى مناطق فلاش محيطية أو حواف غير هيكلية.
بعيدًا عن وضع البوابة، تعد إدارة الأداء الحراري داخل قالب الفولاذ أمرًا بالغ الأهمية لتحسين جودة خط الحياكة. غالبًا ما تترك خطوط التبريد التقليدية ذات الحفر المستقيم أقسامًا أساسية عميقة وزوايا معقدة معزولة عن التبريد الحراري الفعال، مما يؤدي إلى ظهور نقاط ساخنة موضعية أو تدرجات حرارية شديدة تضعف واجهة الخط المتماسك. إن استبدال الخطوط التقليدية بقنوات تبريد امتثالية متقدمة - يتم تصنيعها عن طريق تلبيد المعدن بالليزر المباشر (DMLS) - يسمح لخطوط التبريد باتباع الملامح الدقيقة لتجويف الجزء. وهذا يضمن تبديد الحرارة بشكل موحد للغاية ويتيح تشكيل دورة الحرارة السريعة المحلية الدقيقة (RHCM). باستخدام البخار أو الماء المضغوط ذو درجة الحرارة العالية لتسخين منطقة خط الحياكة المحلية بسرعة أثناء التعبئة، ثم التحول إلى الماء البارد للتصلب السريع، يمكن للمصنعين الحفاظ على درجة حرارة سطح التجويف أعلى من تزجج الراتينج أو نقطة الانصهار البلورية أثناء تكوين خط الترابط. يؤدي هذا إلى إزالة الشقوق السطحية تمامًا ويزيد من تشابك سلسلة البوليمر.
| استراتيجية الأدوات | قسط تكلفة الأدوات النموذجية | تأثير وقت الدورة | تحسين قوة الخط المتماسك | أفضل تطبيق مناسب |
| التبريد الآلي التقليدي | خط الأساس (0 دولار) | خط الأساس (25 إلى 45 ثانية) | الحد الأدنى (تحسن من 0 إلى 10 بالمائة) | كتل هيكلية منخفضة التعقيد وسميكة الجدران. |
| إدراج التبريد المطابق (DMLS) | 15 بالمئة إلى 30 بالمئة | تخفيض بنسبة 15% إلى 30% | زيادة 15 إلى 30 بالمئة | تقليم السيارات المعقدة والأجزاء الطبية متعددة التجاويف. |
| بوابة الصمامات التسلسلية (SVG) | 25 بالمئة إلى 40 بالمئة | محايد | ينقل الخلل بالكامل | ألواح الجسم الكبيرة، ولوحات الآلات الموسيقية، والأغطية الطويلة. |
| صب دورة الحرارة السريعة (RHCM) | 40 بالمئة إلى 60 بالمئة | زيادة من 10% إلى 25% | زيادة 40 إلى 70 بالمئة | شاشات عرض استهلاكية شديدة اللمعان، وأغطية بصرية طبية. |
قبل تنفيذ هذه التعديلات المتقدمة على الأدوات، يجب على الفرق الهندسية إجراء تقييم صارم لعائد الاستثمار (ROI) مقدمًا وتقييم للمخاطر. في حين أن إضافة ملحق DMLS المطابق أو مشعب SVG يمكن أن يزيد الإنفاق الرأسمالي الأولي للأدوات بعشرات الآلاف من الدولارات، إلا أنه يجب موازنة هذه التكاليف بعناية مع المقاييس التشغيلية طويلة المدى. بالنسبة لإنتاج سيارات كبير الحجم يمتد لعدة سنوات، فإن التخفيض بنسبة 20 بالمائة في وقت الدورة جنبًا إلى جنب مع انخفاض كبير في معدلات الخردة يبرر بسهولة قسط الأدوات المقدمة. على العكس من ذلك، بالنسبة للمكونات الطبية ذات الحجم المنخفض، فإن تعديل سمك جدار الجزء أو دمج آبار الفائض المحلية - التي تجمع الرخويات الباردة في نهاية واجهة التدفق ويمكن تشكيلها بشكل نظيف بعد القولبة - يقدم بديلاً أكثر فعالية من حيث التكلفة يحقق المواصفات الميكانيكية المطلوبة دون تجاوز الميزانية الرأسمالية للمشروع.
مقايضات المعالجة والمواد والإنتاج: تحسين مصفوفات المعلمات
عندما تكون تعديلات الأدوات مقيدة بالميزانية أو الجداول الزمنية، يجب على المهندسين الاعتماد على التحسين المنهجي للعملية واختيار المواد بعناية لإدارة أداء الخطوط المتماسكة. يحدد التركيب الجزيئي للبوليمر الخام سلوكه الريولوجي أثناء التقارب الأمامي الذائب. تتدفق راتنجات السلع غير المملوءة مثل البولي بروبيلين (PP) أو أكريلونتريل بوتادين ستايرين غير المتبلور (ABS) بسهولة وتترابط بسهولة عند الطاقات النسبية المنخفضة. ومع ذلك، فإن المواد البلاستيكية الهندسية عالية الحرارة مثل البولي كربونات (PC)، والبولي أميد 6/66 (PA6/PA66)، وأكسيد البولي فينيلين (PPO) - خاصة عندما تكون مملوءة بنسبة 30 إلى 50 بالمائة من الألياف الزجاجية أو المعدلات المعدنية - تمثل تحديات ريولوجية شديدة. بالنسبة لهذه المركبات المتقدمة، يجب أن تتبع تعديلات المعلمات مصفوفة معالجة منظمة للغاية "من محافظة إلى عدوانية" لتجنب تدهور المواد أو تمديد وقت الدورة.
لحل عيوب الخطوط المتماسكة في أرضية الإنتاج بشكل منهجي، يجب على الفنيين الرجوع إلى إرشادات شاملة لمعلمات المواد والمعالجة. يجب دائمًا تنفيذ التعديلات بشكل تسلسلي، مما يسمح للعملية بالاستقرار لعدة دورات بعد كل تعديل لقياس التأثير بدقة على جودة الجزء والأداء الهيكلي:
| نوع مصفوفة الراتنج | نطاق الذوبان الموصى به (درجة مئوية) | نطاق القالب الموصى به (درجة مئوية) | خطوة ضبط سرعة الحقن الأولية | الاحتفاظ بقوة خط الحياكة المتوقع (%) |
| مادة البولي بروبيلين غير المملوءة (PP) | 200 - 240 | 30 - 60 | تقدمي معتدل (زيادات 10%) | 85% - 95% |
| ABS (الدرجة الجمالية) | 220 - 260 | 50 - 80 | ملف تعريف عالي السرعة (سريع عبر منطقة متماسكة) | 80% - 90% |
| البولي (كمبيوتر) | 280 - 320 | 80 - 110 | سرعة ثابتة عالية مع حزمة عالية | 70% - 85% |
| PA66-GF30 (30% زجاج مملوء) | 270 - 300 | 80 - 120 | سرعة فائقة (أقصى تسخين للقص) | 35% - 55% |
| PPO (معدل / هيكلي) | 260 - 310 | 70 - 100 | سرعة عالية يتبعها نقل فوري للحزمة | 50% - 70% |
إذا لم تتمكن معلمات المعالجة المحسنة من إزالة خط الترابط المرئي بشكل كامل على مكون جمالي للغاية، فقد تكون هناك حاجة إلى عمليات تشطيب ثانوية. يمكن لخيارات معالجة ما بعد العفن - بما في ذلك الصنفرة الميكانيكية، أو التحضير الآلي والطلاء، أو التلميع بالبخار الكيميائي، أو الدمج بالموجات فوق الصوتية الموضعية - أن تخفي عيوب السطح بشكل فعال، ولكنها تقدم مقايضات إنتاجية كبيرة. في حين أن طلاء البولي يوريثين الثانوي أو الغسل بالمذيبات الكيميائية يمكن أن يعيد سطحًا خاليًا من العيوب وعالي اللمعان إلى مسكن استهلاكي غير متبلور، فإن هذه العمليات تزيد من إجمالي تكاليف قطع القطعة، وتتطلب عمالة إضافية، وترفع معدلات الخردة بسبب عيوب التعامل. علاوة على ذلك، فإن التشطيبات السطحية لا تصلح العيوب الهيكلية الأساسية. إذا ظلت الألياف الزجاجية غير محاذية تحت السطح المطلي، فسوف يفشل الجزء تحت الضغط الميكانيكي. يجب على مديري العمليات الموازنة بعناية بين تكاليف التشطيب هذه مقابل الاستثمار الرأسمالي طويل الأجل لترقيات الأدوات المتقدمة، واختيار الخيار الذي يوازن بشكل أفضل بين الجودة والتكلفة وموثوقية المكونات.
تسريع أداء الأدوات والمعالجة لديك
يتطلب القضاء على فشل الخطوط المتماسكة مواءمة الهندسة التنبؤية المسبقة مع مراقبة الجودة المنضبطة. قم بتنزيل متجرنا الشامل والجاهز للمتجر قائمة فحص أخطاء Knit Line وإصلاحها ومعايرة المحاكاة (PDF) ، التي تحتوي على قوالب تعديل آلة التشكيل خطوة بخطوة، ومعلمات ربط VHI المستهدفة، ونماذج التحقق من ASTM/ISO.
هل تحتاج إلى دعم هندسي فوري لبرنامج نشط؟ اتصل بفريقنا الفني اليوم لتحديد موعد متقدم مراجعة محاكاة CAE وتدقيق تخطيط القالب . يقدم متخصصو التصنيع لدينا في أمريكا الشمالية عمليات تحويل تشخيصية تفصيلية خلال 3 إلى 5 أيام عمل.

