
يعد الفلاش أحد أكثر العيوب شيوعًا في قولبة الحقن - وهو أحد أكثر العيوب التي يتم تشخيصها بشكل خاطئ. غالبًا ما يتم إلقاء اللوم على الزعانف الرقيقة من المواد الزائدة التي تظهر عند خطوط الفصل أو دبابيس القاذف أو واجهات الإدخال على معلمات العملية وحدها، عندما يكون السبب الجذري غالبًا هو الأدوات. يوفر هذا الدليل إطارًا تشخيصيًا منهجيًا يغطي جميع فئات الأسباب الجذرية السبعة، ومعايير الوقاية الكمية، ومصفوفة أولويات الإجراءات التصحيحية للقضاء على الفلاش بكفاءة.
1. ما هو العفن الوامض؟
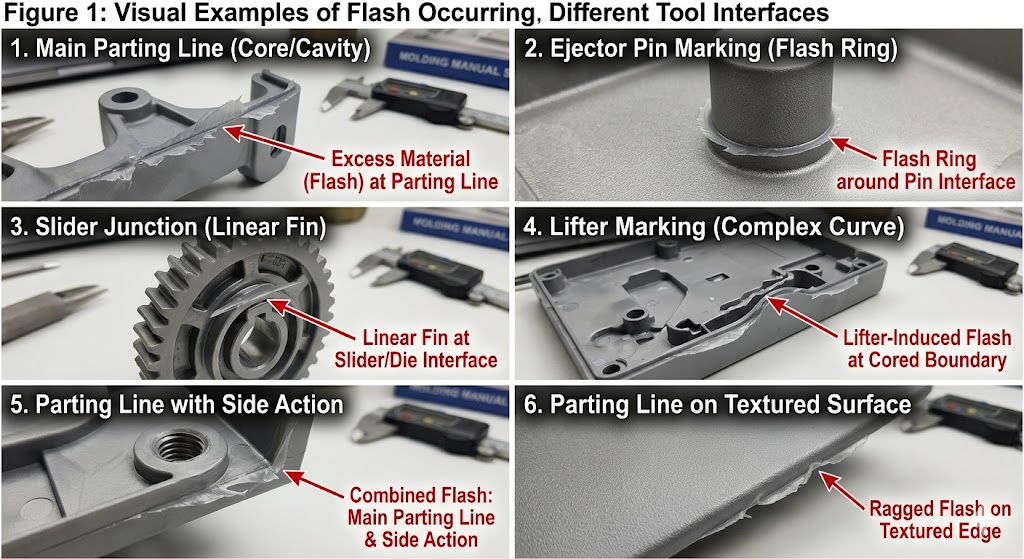
الوميض (أيضًا: الوميض، الأزيز) عبارة عن مادة زائدة تتسرب من تجويف القالب من خلال أي فجوة في الأداة قبل التجميد. تظهر على شكل زعنفة رفيعة أو شبكة أو حافة ريشية متصلة بالجزء في:
- خطوط فراق - الموقع الأكثر شيوعا
- واجهات دبوس القاذف - حلقات فلاش دائرية حول وجوه الدبوس
- واجهات الشريحة والرافعة - زعانف خطية على طول وجوه الاتصال الجانبية
- أدخل الحدود - عند محيط الإدخال المعدني في قالب الإدخال
- مواقع تنفيس - إذا كانت الفتحات كبيرة الحجم أو متآكلة
- أسطح الإغلاق - في الميزات المحفورة والثقوب
الفلاش ليس مجرد مستحضرات تجميلية. فهو يضيف عمليات تشذيب ثانوية، ويخاطر بتداخل التجميع، ويخلق حواف حادة (مخاطر الإصابة وفشل الختم)، وفي التطبيقات الطبية أو تطبيقات الاتصال الغذائي يؤدي إلى عدم المطابقة التنظيمية. والأهم من ذلك، أنه يشير إلى وجود فجوة في نظام القالب، والتي إذا لم تتم معالجتها، فإنها تتسع تدريجياً مع كل طلقة.
2. فئات الأسباب الجذرية السبعة
للفلاش دائمًا نفس السبب المباشر، وهو أن المادة تحت الضغط تجد فجوة. ولكن أصل هذه الفجوة يقع ضمن سبع فئات مختلفة، كل منها يتطلب إجراء تصحيحيا مختلفا.
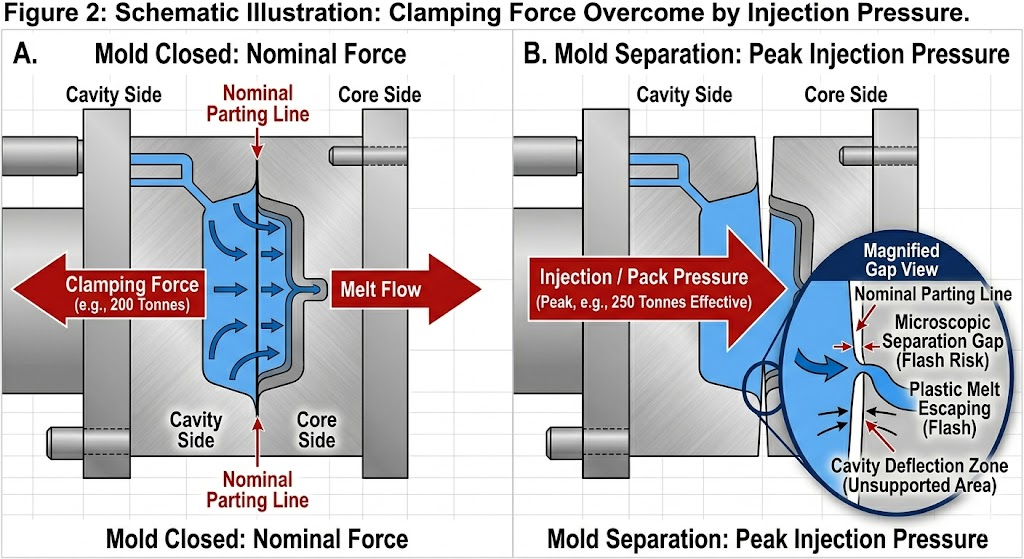
2.1 قوة التثبيت غير كافية
السبب الأكثر تجاهلا في كثير من الأحيان. إذا تجاوز ضغط الحقن قوة التثبيت الفعالة للمكبس على المنطقة المتوقعة من الجزء ونظام العداء، تنفصل ألواح القالب مؤقتًا أثناء التعبئة والتغليف - مما يؤدي إلى إنشاء فجوة ديناميكية عند خط الفراق.
الفحص التشخيصي:
قوة المشبك المطلوبة (بالطن) = المساحة المتوقعة (سم²) × ضغط التجويف (MPa) ÷ 100بالنسبة للجزء الذي تبلغ مساحته 180 سم² (بما في ذلك المجاري) المملوء بضغط تجويف متوسط 80 ميجا باسكال:
المشبك المطلوب = 180 × 80 ÷ 100 = 144 طن كحد أدنىأضف هامش أمان بنسبة 20-25% ← 175-180 طن كحد أدنى.
سيؤدي تشغيل هذا الجزء على مكبس سعة 150 طنًا إلى إنتاج وميض خط الفصل بغض النظر عن أي تعديل آخر للمعلمات.
خطأ شائع: حساب المساحة المسقطة من الجزء فقط، باستثناء نظام العداء. يساهم Sprue، والعدائين، والبوابات بشكل كبير في المساحة المسقطة وضغط التجويف.
| مادة | نطاق ضغط التجويف النموذجي | قاعدة قوة التثبيت البديهية |
|---|---|---|
| PP، PE (جدار رقيق) | 40-80 ميجا باسكال | 0.4-0.8 طن/سم² |
| عبس، ملاحظة | 50-90 ميجا باسكال | 0.5-0.9 طن/سم² |
| PA6، PA66 | 60-100 ميجا باسكال | 0.6-1.0 طن/سم² |
| الكمبيوتر الشخصي، الكمبيوتر الشخصي/ABS | 80-130 ميجا باسكال | 0.8-1.3 طن/سم² |
| بس، لكب | 90-150 ميجا باسكال | 0.9-1.5 طن/سم² |
| بوم | 70-110 ميجا باسكال | 0.7-1.1 طن/سم² |
2.2 تآكل السطح أو تلفه
سطح الفراق (PS) هو الختم الأساسي بين التجويف والجو. أي انحراف عن التسطيح المثالي - سواء كان ذلك بسبب التآكل أو التلف الناتج عن الصدمات أو تآكل شرارة EDM أو صلابة السطح غير الكافية - يسمح للمادة بالهروب.
التحمل الحرجة:
| حجم القالب | الحد الأقصى المسموح به لانحراف التسطيح PS | أوصت صلابة الفولاذ |
|---|---|---|
| صغير (<250 × 250 مم) | 0.005 ملم | 48-52 لجنة حقوق الإنسان |
| متوسطة (250-500 ملم) | 0.008 ملم | 48-52 لجنة حقوق الإنسان |
| كبير (>500 مم) | 0.010-0.012 ملم | 44-48 لجنة حقوق الإنسان |
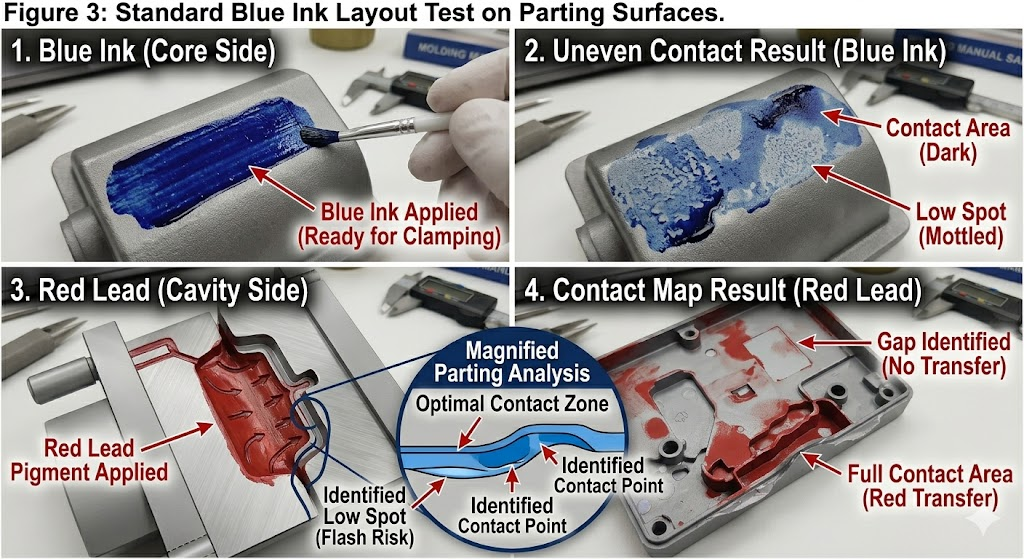
بروتوكول التفتيش: اختبار نقل الحبر الأزرق أو مقياس المحسس يتم مسحه عبر سطح الفراق بالكامل. أي فجوة أكبر من 0.010 مم في مادة سلعية أو أكبر من 0.005 مم في مادة منخفضة اللزوجة (LCP، PPS) تمثل خطرًا سريعًا.
طرق الإصلاح حسب الشدة:
| نوع الضرر | طريقة الإصلاح | المهلة الزمنية |
|---|---|---|
| تآكل بسيط (مساحة منخفضة <0.05 مم) | إعادة تلميع اللحام بالليزر | 1-3 أيام |
| تآكل معتدل (0.05-0.2 ملم) | اللحام بالرش أو إعادة لحام TIG | 3-5 أيام |
| تأثير الضرر / دنت | اللحام بالليزر EDM إعادة الشرارة | 2-4 أيام |
| تآكل واسع النطاق (> 0.2 مم) | إعادة تقشير PS بالكامل على المطحنة السطحية | 3-7 أيام |
| فلاش متكرر في نفس الموقع | إعادة تلميع لحام الوجه الصلب (الستليت). | 5-10 أيام |
2.3 سرعة الحقن المفرطة أو الضغط
حتى القالب الهندسي المثالي سوف يومض إذا دفعت معلمات العملية ضغط التجويف إلى ما هو أبعد من قدرة قوة المشبك، أو إذا كانت سرعة الحقن عالية بما يكفي لإنشاء تأثير إسفين هيدروليكي عند خط الفراق قبل أن تتطور حمولة المشبك بالكامل.
ظروف العملية المسببة للفلاش:
- تم ضبط سرعة الحقن على درجة عالية بحيث يمتلئ التجويف في أقل من 0.3 ثانية - ويتجاوز ارتفاع الضغط الأقصى سعة المشبك للحظات
- يتم ضبط ضغط العبوة على ما يزيد عن 80% من ضغط الحقن على مادة منخفضة اللزوجة
- يمتد وقت الانتظار إلى ما بعد تجميد البوابة - الضغط المستمر بعد تجميد البوابة ينقل القوة إلى ألواح القالب، وليس التعبئة الجزئية
- درجة حرارة الذوبان مرتفعة جدًا - تقلل اللزوجة، وتتدفق المواد بقوة أكبر في أي فجوة
تسلسل ضبط العملية (قبل تدخل الأدوات):
- قم بتقليل سرعة الحقن بزيادات قدرها 10% — تحقق مما إذا كان الوميض يقل
- قم بتقليل ضغط العبوة إلى 60-70% من ضغط التعبئة
- تأكد من أن وقت الانتظار لا يتجاوز وقت تجميد البوابة (استخدم دراسة تجميد البوابة)
- خفض درجة حرارة الذوبان بمقدار 5-10 درجات مئوية
- إذا استمر الفلاش بعد جميع التعديلات الأربعة، فإن السبب الجذري هو الأدوات، وليس العملية
2.4 لزوجة المادة منخفضة جدًا
تتدفق المواد منخفضة اللزوجة إلى الفجوات التي تسدها المواد ذات اللزوجة القياسية. ولهذا السبب تتطلب درجات PPS وLCP وPA ذات الوزن الجزيئي المنخفض تفاوتات أكثر صرامة لسطح الفراق من ABS أو PP.
مؤشر تدفق الذوبان (MFI) كمؤشر لخطر الوميض:
| نطاق مؤسسات التمويل الأصغر (جم/10 دقيقة) | فئة مخاطر الفلاش | أقصى فجوة PS المسموح بها |
|---|---|---|
| < 5 | منخفض | 0.020 ملم |
| 5-20 | معتدل | 0.015 ملم |
| 20-50 | عالية | 0.010 ملم |
| > 50 (على سبيل المثال، LCP، PP ذو الجدار الرقيق) | عالية جدًا | 0.005-0.008 ملم |
اختلاف كمية المواد: يمكن أن تختلف مؤسسات التمويل الأصغر بنسبة ±15-25% بين الدفعات ضمن نفس الدرجة. قد يومض القالب الذي يعمل عند عتبة الوميض بكمية واحدة مع الكمية التالية. تحقق دائمًا من مؤسسات التمويل الأصغر الواردة مقابل بيانات تأهيل العفن.
2.5 درجة حرارة العفن مرتفعة جدًا
تعمل درجة حرارة القالب المرتفعة على تقليل لزوجة طبقة الذوبان عند ملامستها لسطح الفراق، مما يؤدي إلى إطالة النافذة الزمنية التي تكون خلالها المادة سائلة بدرجة كافية لاختراق الفجوات. وهذا مهم بشكل خاص بالنسبة إلى:
- المواد البلورية ذات نقاط انصهار حادة (POM، PPS، PA)
- تعمل المواد بالقرب من الحد الأعلى لنطاق درجة حرارة العفن الموصى به
- قوالب العداء الساخن حيث يمكن أن يؤدي امتصاص الحرارة المتشعبة إلى رفع درجة حرارة لوحة القالب محليًا
القاعدة الأساسية: كل زيادة بمقدار 10 درجات مئوية في درجة حرارة القالب فوق الحد الأدنى الموصى به تزيد من حساسية الفلاش بمقدار درجة لزوجة واحدة تقريبًا - أي ما يعادل زيادة بنسبة 20% في MFI.
2.6 عيوب تصميم القالب
الميزات الهندسية في تصميم القالب التي تخلق مخاطر فلاش متأصلة:
امتدادات سطح الفراق غير المدعومة: تنحرف الأسطح المسطحة الكبيرة بدون أعمدة الدعم تحت ضغط التجويف. تنحرف لوحة القالب غير المدعومة مقاس 400 × 400 مم المصنوعة من الفولاذ P20 بمقدار 0.03-0.08 مم عند 80 ميجاباسكال - وهو ما يكفي لإنتاج وميض على المحيط.
قاعدة تصميم عمود الدعم: الحد الأقصى للمسافة غير المدعومة بين أعمدة الدعم = 150 مم للقوالب متوسطة التحمل. إضافة ركائز في مراكز 120-130 ملم للمواد ذات الضغط العالي (PC، PPS).
عدم كفاية عرض الأرض عند خط الفراق: ويجب أن تكون "الأرض" - وهي الشريط المسطح الضيق المتاخم مباشرة للتجويف الموجود على سطح الفراق - واسعة بما يكفي لمقاومة التشوه الناجم عن الضغط. الحد الأدنى الموصى به لعرض الأرض:
| مادة | الحد الأدنى لعرض الأرض |
|---|---|
| ب، بي، عبس | 3-5 ملم |
| السلطة الفلسطينية، بوم، الكمبيوتر الشخصي | 5-8 ملم |
| بس، لكب | 8-12 ملم |
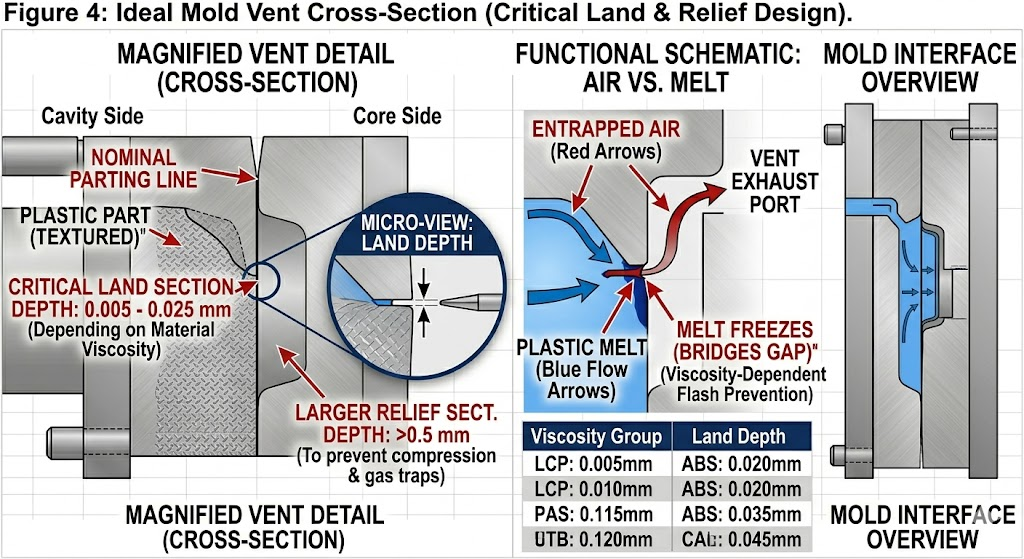
عمق التنفيس عميق جدًا: الفتحات عبارة عن فجوات مقصودة - إذا كانت كبيرة الحجم، فإنها تصبح مولدات فلاش. إرشادات عمق التنفيس القياسية:
| مادة | عمق التهوية (قسم الأرض) | عمق التنفيس (قسم الإغاثة) |
|---|---|---|
| ب، بي | 0.015-0.025 ملم | 0.5-0.8 ملم |
| عبس، ملاحظة | 0.010-0.020 ملم | 0.5-0.8 ملم |
| السلطة الفلسطينية، بوم | 0.010-0.015 ملم | 0.3-0.5 ملم |
| الكمبيوتر الشخصي، الكمبيوتر الشخصي/ABS | 0.008-0.015 ملم | 0.3-0.5 ملم |
| بس، لكب | 0.005-0.010 ملم | 0.2-0.3 ملم |
2.7 المكونات المتحركة البالية أو المنحرفة
تعمل الإجراءات الجانبية والرافعات والسحب الأساسية ودبابيس القاذف على إنشاء واجهات ديناميكية تتحرك في كل دورة. تتآكل هذه الواجهات تدريجيًا وهي المصدر الأكثر شيوعًا للفلاش في الإنتاج بكميات كبيرة والذي كان خاليًا من الفلاش سابقًا.
فلاش دبوس القاذف: يجب الحفاظ على الخلوص بين قطر الدبوس وقطر الثقب ضمن حدود ضيقة. التخليص القياسي حسب المواد:
| مادة | خلوص دبوس القاذف (لكل جانب) |
|---|---|
| ب، بي، عبس | 0.010-0.020 ملم |
| السلطة الفلسطينية، بوم | 0.008-0.015 ملم |
| الكمبيوتر الشخصي، الكمبيوتر الشخصي/ABS | 0.005-0.012 ملم |
| بس، لكب | 0.003-0.008 ملم |
تؤدي الخلوصات فوق هذه الحدود إلى ظهور فلاش دبوس مرئي. تحتها، يتم ربط الدبابيس وتنكسر. هذه مشكلة تتعلق بإدارة التآكل - يجب التحقق من خلوص الدبوس كل 100000 إلى 200000 طلقة على الأدوات ذات الحجم الكبير.
فلاش واجهة الشريحة والرافعة: يتيح التآكل الموجود على ألواح التآكل (gibs) التي توجه الإجراءات الجانبية لوجه الشريحة أن يتحرك بمقدار 0.01-0.05 مم من وجه الجلوس - وهو ما يكفي للفلاش. يجب أن تكون لوحات تآكل Gib عبارة عن مكونات قابلة للاستبدال في أي قالب إنتاج، مع تحديد فترات الفحص في خطة صيانة القالب.
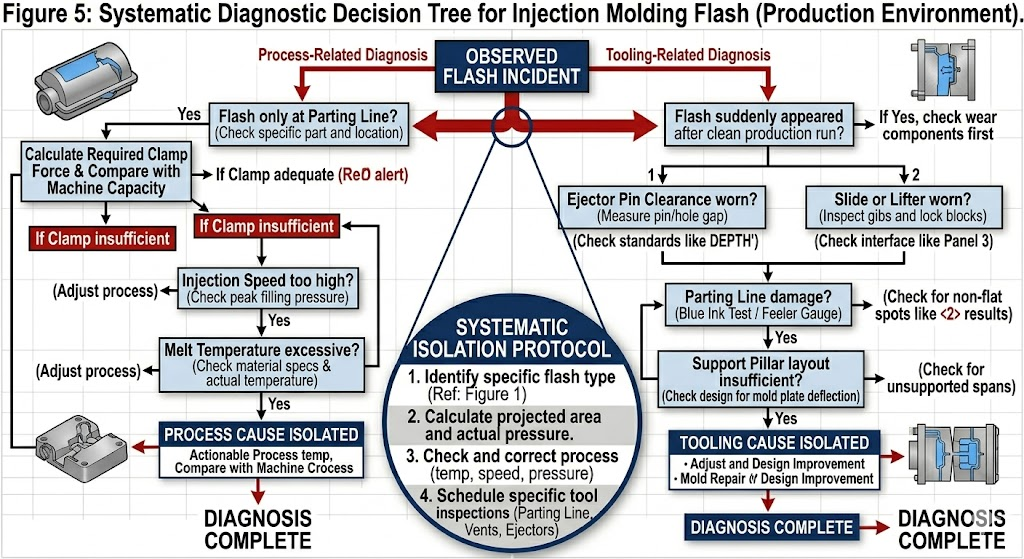
3. شجرة القرار التشخيصية السريعة
استخدم هذا التسلسل لتحديد السبب الجذري دون تفكيك القالب غير الضروري:
تمت ملاحظة الفلاش│├── فلاش فقط عند خط الفراق؟│ ├── نعم → تحقق من حساب قوة المشبك أولاً│ │ → ثم افحص استواء PS (اختبار الحبر الأزرق)│ │ → ثم قلل من سرعة الحقن / ضغط العبوة│ └── لا → تابع أدناه│├── فلاش عند دبابيس القاذف فقط؟│ └── نعم → قم بقياس الخلوص من الدبوس إلى الفتحة│ → تحقق من طول الدبوس (المسامير الطويلة = ضغط اتصال أعلى)│ → تحقق من استقرار لوحة القاذف بالكامل قبل إغلاق المشبك│├── فلاش على واجهة الشريحة/الرافعة؟│ └── نعم → فحص لوحات تآكل الذراع (مقياس الاستشعار)│ → تحقق من قوة جلوس الشريحة / زاوية القفل│ → تحقق من ملامسة كتلة الكعب│├── فلاش في الفتحات؟│ └── نعم → قياس عمق فتحة التهوية (الهدف: إعادة القطع حسب المواصفات)│ → التحقق من تآكل فتحة التهوية (مادة مملوءة بالزجاج الكاشطة)│├── ظهر الفلاش فجأة بعد X لقطات من الإنتاج النظيف؟│ └── نعم → سبب متعلق بالتآكل (الجيب، سطح الفصل، دبابيس القاذف)│ → جدولة فحص القالب / الصيانة الوقائية│└── هل يوجد فلاش من اللقطة الأولى للقالب الجديد؟ └── نعم → تصميم أو بناء مشكلة الجودة → التحقق من حساب قوة المشبك → التحقق من جودة طحن سطح الفراق → التحقق من تخطيط عمود الدعم → التحقق من أعماق فتحة التهوية وفقًا للمواصفات
4. معايير الوقاية حسب مرحلة بناء القالب
يحدث منع الوميض الأكثر فعالية من حيث التكلفة قبل أن يطلق القالب طلقته الأولى.
4.1 مرحلة التصميم
- تشغيل محاكاة ضغط تجويف Mouldflow - التحقق من أن ذروة ضغط التجويف × المنطقة المتوقعة لا تتجاوز 80% من سعة مشبك الضغط المخطط لها
- أعمدة دعم التصميم في مراكز 150 مم لجميع ضغط التجويف > 60 ميجا باسكال
- حدد الحد الأدنى لعرض الأرض لكل فئة مادة (القسم 2.6)
- تصميم عمق التنفيس وفقًا لمواصفات المواد - لا تعتمد على بدلات المعالجة الافتراضية
- حدد خلوص مسمار القاذف في رسم القالب - يجب أن يظهر على كتلة التسامح، ولا يترك لتقدير الميكانيكي
4.2 مرحلة بناء القالب
- تحقق من استواء سطح الفصل على المطحنة السطحية قبل التجميع النهائي - قياس الوثيقة
- اختبار الحبر الأزرق بعد التجميع الكامل - يلزم ملامسة السطح بنسبة 100% قبل التجربة الأولى
- قم بقياس وتسجيل جميع خلوص دبابيس القاذف - الحد الأدنى 5 دبابيس عينة لكل قالب، مجموعة كاملة للقوالب الحرجة
- تحقق من وضع الشريحة تحت حمل الضغط قبل الحقن الأول - استخدم الطين أو فيلم Fuji Prescale
4.3 المرحلة التجريبية للمادة الأولى
- ابدأ بسرعة حقن بنسبة 50% وضغط العبوة بنسبة 60% — ثم قم بالزيادة بشكل تدريجي
- الحد العلوي لنافذة عملية التسجيل (بداية الفلاش) - يعد هذا أحد المعلمات الهامة لتأهيل القالب
- عرض نافذة عملية الوثيقة: يجب أن يكون الفرق بين بداية اللقطة القصيرة وبداية الفلاش ≥15% من ضغط الحقن للحصول على قالب قوي
4.4 مرحلة الإنتاج
- تحديد فترات الصيانة الوقائية من أجل: فحص سطح القطع (كل 200000 طلقة)، وقياس لوحة تآكل الذراع (كل 150000 طلقة)، والتحقق من خلوص دبوس القاذف (كل 100000 طلقة للأدوات ذات الحجم الكبير)
- تتبع حوادث الفلاش حسب الموقع في نظام SPC - تتآكل إشارات الفلاش التدريجي في موقع واحد قبل أن تصبح هروبًا للجودة
- الاحتفاظ بسجلات التفتيش الواردة لمؤسسات التمويل الأصغر - وربط الحوادث المفاجئة ببيانات مؤسسات التمويل الأصغر
5. مصفوفة أولويات الإجراءات التصحيحية
عند ملاحظة حدوث فلاش في الإنتاج، استخدم هذه المصفوفة لتحديد أولويات الإجراءات التصحيحية حسب التكلفة والفعالية:
| العمل | التكلفة | الوقت للتنفيذ | الفعالية | الأولوية |
|---|---|---|---|---|
| تقليل سرعة الحقن / ضغط العبوة | صفر | فوري | عالية (if process-caused) | الأول |
| تحقق من كفاية قوة المشبك — انتقل إلى مكبس أكبر | منخفض | نفس التحول | نهائي للفلاش الناتج عن المشبك | الثاني |
| اختبار الحبر الأزرق - تحديد فجوة الاتصال PS | منخفض | 2-4 ساعات | تشخيصي وليس تصحيحي | الثالث |
| إصلاح اللحام بالليزر للبقع المنخفضة PS | متوسط | 1-3 أيام | دائم للفلاش الناتج عن التآكل | الرابع |
| استبدل لوحات تآكل gib البالية | منخفض–Medium | 4-8 ساعات | دائم لفلاش الشريحة | الخامس |
| استبدال دبابيس القاذف (الخلوص كبير الحجم) | منخفض | 4-8 ساعات | دائم لفلاش الدبوس | السادس |
| إعادة طحن سطح الفراق | متوسط | 3-7 أيام | دائم لارتداء PS على نطاق واسع | السابع |
| إضافة ركائز الدعم (نقص التصميم) | عالية | 2-4 أسابيع | دائم للفلاش الناتج عن الانحراف | الثامن |
| زيادة صلابة الفولاذ (إعادة إدخاله في الفولاذ الأكثر صلابة) | عالية | 3-6 أسابيع | منع التآكل على المدى الطويل | التاسع |
6. حالات خاصة: المواد شديدة الخطورة
PPS وLCP
تتميز كلتا المادتين بلزوجة ذوبان أقل بمقدار 3-5 مرات من ABS عند درجات حرارة المعالجة. سوف يجدون ويستغلون أي فجوة تسدها المواد القياسية. يجب تصميم القوالب التي تستخدم PPS أو LCP بتفاوتات أكثر صرامة منذ البداية - نادرًا ما يكون تعديل قالب التسامح القياسي لتشغيل PPS فعالاً من حيث التكلفة.
المتطلبات الإلزامية:
- الفولاذ المجوف S136 أو 420SS (التآكل والصلابة)
- فراق سطح التسطيح .005 مم
- خلوص دبوس القاذف .006 مم لكل جانب
- عمق التنفيس .0080 مم قسم الأرض
- أعمدة دعم عند مراكز بحد أقصى 120 مم
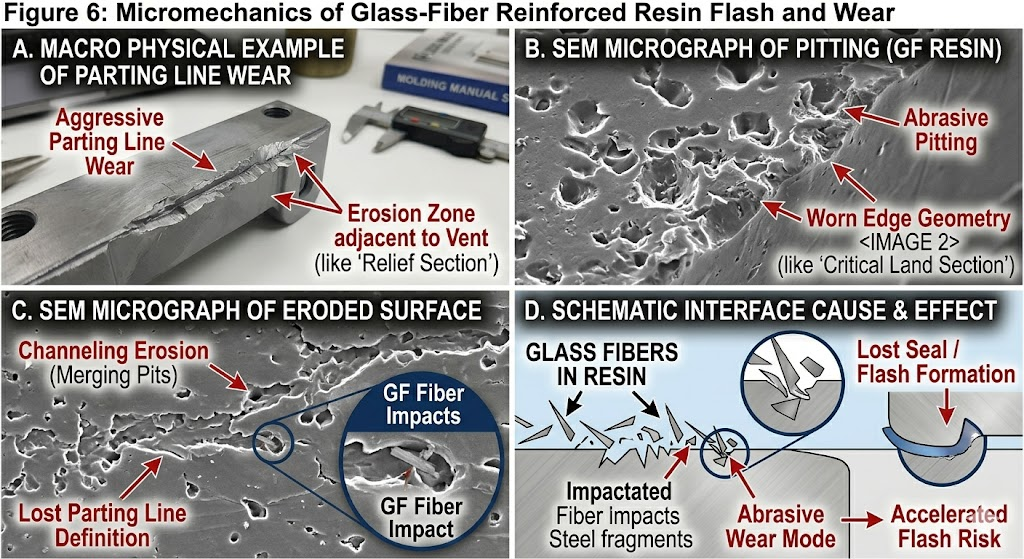
الدرجات المملوءة بالزجاج (GF30 وما فوق)
الألياف الزجاجية كاشطة. تتآكل أسطح الفصل والفتحات وفتحات دبوس القاذف بشكل أسرع في الإنتاج المملوء بـ GF مقارنة بالدرجات غير المعبأة. يجب تقليل فترات الصيانة بنسبة 30-40% مقارنة بجداول المواد غير المعبأة. يوصى بشدة بإدخال الفولاذ المتصلب (≥50 HRC) في المواقع شديدة التآكل (مناطق البوابة، وخط الفصل المجاور للبوابة).
الأجزاء ذات الجدران الرقيقة (جدار <1.0 مم)
تتطلب الأجزاء ذات الجدران الرقيقة سرعات حقن وضغوطًا عالية - مما يدفع ضغط التجويف إلى الحد الأعلى لسعة مشبك الضغط. نافذة العملية بين اللقطة القصيرة والفلاش ضيقة جدًا (أحيانًا أقل من 5% من ضغط الحقن). تتطلب هذه القوالب:
- سطح فراق دقيق (تسطيح .0050.005 مم)
- ضغطة أكبر مما يقترحه حساب المشبك وحده (أضف هامشًا بنسبة 30%)
- أجهزة استشعار ضغط التجويف في الوقت الحقيقي - التحكم في الضغط على حلقة مغلقة لمنع الوميض
7. تكلفة الفلاش: لماذا يدفع الإلغاء
نادرًا ما يتم تحديد تكلفة الفلاش بدقة في أنظمة الجودة. التكلفة الحقيقية تشمل:
| التكلفة Element | النطاق النموذجي لكل جزء | ملاحظات |
|---|---|---|
| تقليم العمالة | 0.05 دولار – 0.40 دولار | يعتمد على موقع الفلاش وإمكانية الوصول إليه |
| تآكل الأدوات من الفلاش (تلف PS المتسارع) | 0.01 دولار - 0.05 دولار مطفأة | يعمل الفلاش على تآكل جهاز PS، مما يؤدي إلى حدوث دورة متفاقمة |
| زيادة معدل الخردة (يتسبب الفلاش في رفض الجزء) | 1-5% من قيمة الإنتاج | عاليةer for tight-tolerance parts |
| توقف خط التجميع (يسبب الفلاش مشكلات مناسبة) | متغير | يمكن أن يؤدي إلى عمليات رد المبالغ المدفوعة للعملاء |
| عوائد العملاء / الفشل الميداني | عالية | خاصة لختم الأسطح |
| توقف إصلاح العفن | 500 – 5000 دولار لكل حادثة | بالإضافة إلى فرصة الإنتاج الضائعة |
بالنسبة للجزء متوسط الحجم الذي يبلغ إنتاجه 500000 جزء/سنة مع تكلفة تشذيب قدرها 0.20 دولار أمريكي/الجزء وخردة مرتبطة بالفلاش بنسبة 2%، فإن التكلفة السنوية للفلاش الذي لم يتم حله تتجاوز 150,000 دولار - أكثر بكثير من تكلفة الإصلاح المناسب لسطح الفواصل أو برنامج صيانة القالب.
8. الاستنتاج
الفلاش هو أحد الأعراض وليس السبب الجذري. يتطلب حلها بشكل دائم تحديد أي من فئات الأسباب الجذرية السبعة - قوة التثبيت، أو حالة سطح التقطيع، أو معلمات العملية، أو لزوجة المادة، أو درجة حرارة العفن، أو نقص التصميم، أو تآكل المكونات - هي المحرك الفعلي. تعمل تعديلات العملية وحدها على منع الفلاش مؤقتًا؛ الأدوات وتصحيحات التصميم تقضي عليه نهائيًا.
الإستراتيجية الأكثر فعالية من حيث التكلفة هي الوقاية: تصميم أسطح الفواصل، وهياكل الدعم، وهندسة التهوية وفقًا للمواصفات الصحيحة للمادة المحددة التي يتم تشغيلها، وتنفيذ برنامج صيانة وقائية منظم يلتقط التآكل قبل أن يصبح هروبًا عالي الجودة.
مقالات ذات صلة:
- فهم ما هي اللقطة القصيرة في قولبة الحقن: الأسباب والحلول والوقاية
- التحكم في الانكماش والاعوجاج في قولبة الحقن: الدليل الهندسي لمصنعي المعدات الأصلية
- إعادة صياغة قالب الحقن: هل يمكنك تحويل أداة ذات تجويفين إلى أداة ذات 4 تجاويف؟
- الدليل الشامل لإصلاح قوالب الحقن: تقنيات اللحام بالليزر ومعالجة الأسطح
- دليل اختيار قوالب الحقن الفولاذية عالية الدقة
قالب إمتيك | رقم 818 طريق جينيوان، يينتشو، نينغبو، 315100، تشجيانغ، الصين | [email protected] | 8615356487586

