
ملخص
يتم تحديد درجات البوليمر مثبطات اللهب (FR) عبر تطبيقات السيارات والإلكترونيات والكهرباء والبناء - ولكنها تقدم تحديات في المعالجة ومخاطر الأدوات التي لا توفرها الدرجات القياسية. تعمل إضافات FR على تضييق نوافذ العمليات، وتزيد من تآكل قوالب الفولاذ، وتؤثر على تشطيب السطح، وتعقد مسارات إعادة التدوير. يغطي هذا الدليل نظام تصنيف UL94 بالتفصيل، ويشرح كيفية تفاعل كل كيمياء FR الرئيسية مع معدات وأدوات قولبة الحقن، ويوفر مواصفات عملية لتصميم القالب واختيار الفولاذ عند تشغيل مواد FR.
1. ما أهمية تثبيط اللهب في عملية قولبة الحقن
حرق البلاستيك. معظم اللدائن الحرارية الهندسية - ABS، PP، PA، PC - قابلة للاحتراق بطبيعتها، مع الحد من مؤشرات الأكسجين (LOI) بنسبة 17-28٪. في التطبيقات التي يوجد فيها خطر الاشتعال - العبوات الكهربائية، وأغلفة بطاريات المركبات الكهربائية، والإلكترونيات الاستهلاكية، والديكورات الداخلية للطائرات، وألواح البناء - لا يمكن للبوليمرات غير المعدلة تلبية لوائح السلامة من الحرائق.
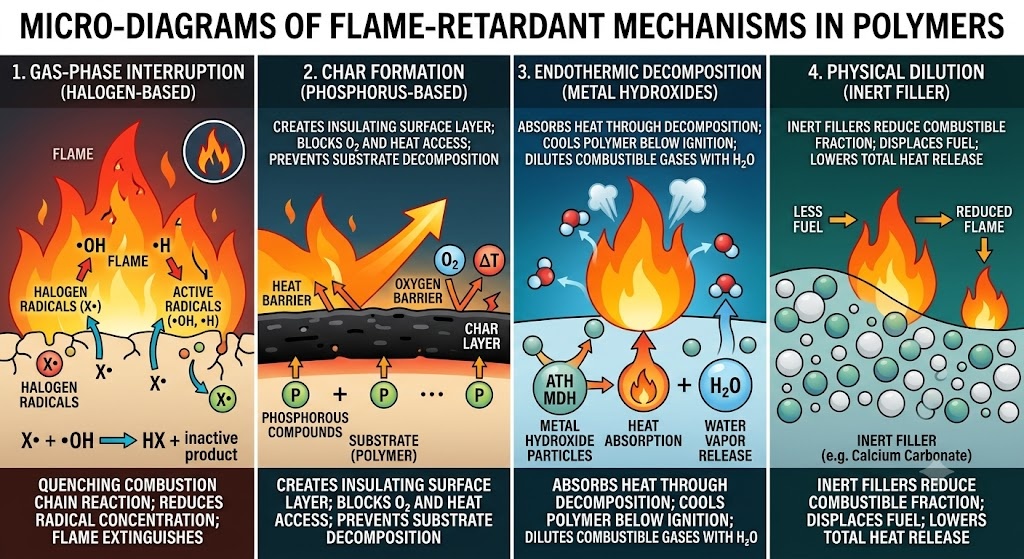
تعالج مثبطات اللهب هذه المشكلة من خلال آلية واحدة أو أكثر:
- انقطاع مرحلة الغاز — تقوم جذور FR بإخماد تفاعل سلسلة الاحتراق في منطقة اللهب (الأنظمة المعتمدة على الهالوجين)
- تشكيل شار — تعمل كيمياء FR على تعزيز طبقة سطحية كربونية تعزل الركيزة عن اللهب (الأنظمة المنتفخة القائمة على الفوسفور)
- التحلل الماص للحرارة — تمتص مادة FR الحرارة من خلال التحلل، مما يؤدي إلى تبريد الركيزة إلى ما دون درجة حرارة الاشتعال (هيدروكسيدات المعادن: ATH، MDH)
- التخفيف الجسدي — حشو خامل يقلل من الجزء القابل للاحتراق من المركب
التحدي الذي يواجه آلة قولبة الحقن هو أن هذه الآليات يتم تنشيطها عن طريق الحرارة، وهو نفس المحفز الذي يقود عملية القولبة. تمثل إضافات FR المستقرة حرارياً بما يكفي للبقاء على قيد الحياة للبرميل، ولكنها متفاعلة بدرجة كافية للعمل في الحريق، نافذة هندسية ضيقة ذات عواقب مباشرة على المعالجة والأدوات.
2. نظام التصنيف UL94: ما تعنيه التصنيفات فعليًا
UL94 (معيار اختبارات قابلية اشتعال المواد البلاستيكية لأجزاء الأجهزة والأجهزة) هو المرجع العالمي الرئيسي لتصنيف قابلية اشتعال البلاستيك. إن فهم ما يتطلبه كل تصنيف - وما لا يطلبه - يعد أمرًا ضروريًا للمواصفات الصحيحة.
2.1 نظرة عامة على طريقة الاختبار
يتم إجراء اختبارات UL94 على عينات مقولبة، وليس على المواد الخام. هندسة العينة مهمة: يحدد المعيار فئات السُمك (عادةً 0.8 مم، 1.6 مم، 3.2 مم)، وتعتمد التقييمات على السُمك. يمكن للمادة ذات التصنيف V-0 عند 3.2 مم أن تحقق فقط V-2 عند 0.8 مم.
سلسلتين من الاختبارات الأولية:
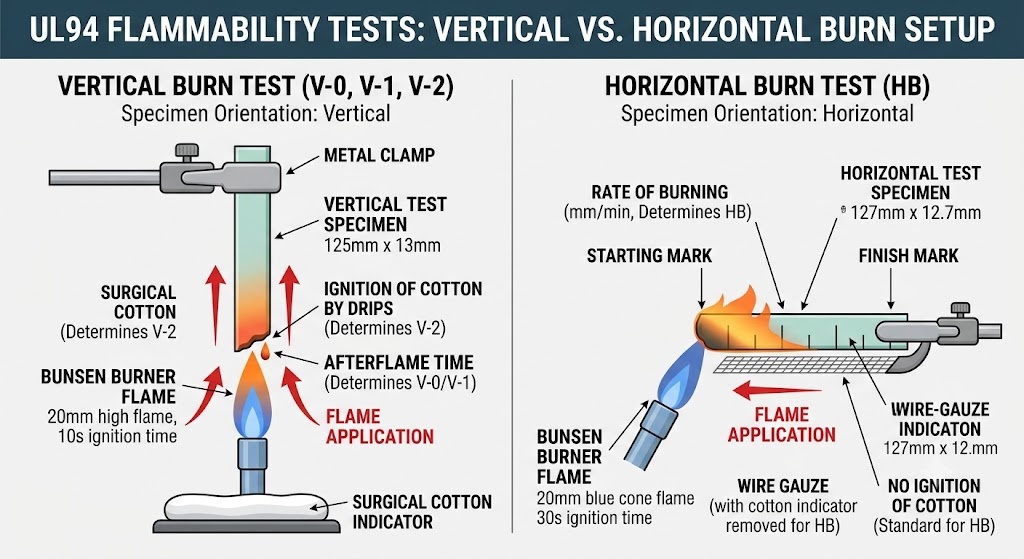
اختبارات الحرق العمودي (V-0، V-1، V-2، 5VA، 5VB): تم حمل عينة بحجم 125 مم × 13 مم رأسيًا وتعريضها للهب محدد لمدة فترتين مدة كل منهما 10 ثوانٍ. يقطر، ووقت اللهب، واشتعال مؤشر القطن الموجود أسفل العينة يحدد التصنيف.
اختبار الحرق الأفقي (غ.ب): تم وضع عينة بحجم 127 مم × 12.7 مم أفقيًا. هذا هو التصنيف الأدنى - معظم البوليمرات السلعية التي لا تحتوي على معالجة FR تحقق HB بسماكة كافية.
2.2 معايير التصنيف
| التقييم | اللهب اللاحق ≥ (كل تطبيق) | إجمالي اللهب ≥ (5 عينات) | يقطر يشعل القطن؟ | الشفق ≥ | ملاحظات |
|---|---|---|---|---|---|
| V-0 | 10 ثانية | 50 ثانية | لا | 30 ثانية | العمودي الأكثر صرامة |
| V-1 | 30 ثانية | 250 ثانية | لا | 60 ثانية | منتصف الطبقة العمودية |
| V-2 | 30 ثانية | 250 ثانية | نعم مسموح | 60 ثانية | يسمح بالتنقيط |
| 5VA | — | — | لا | — | لا burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | لا | — | يُسمح بالحرق على اللوحة؛ أكثر صرامة من V-1 |
| HB | الحروق ≥ 76 مم/دقيقة (> 3 مم) أو تنطفئ | — | لا يوجد | — | الأدنى؛ معظم السلع البلاستيكية |
2.3 التقييمات في الممارسة العملية: ما يحدده المنظمون ومصنعو المعدات الأصلية فعليًا
| التطبيق | الحد الأدنى من متطلبات UL94 | ملاحظات |
|---|---|---|
| حاويات الإلكترونيات الاستهلاكية (IEC 62368-1) | V-1 أو V-0 | يعتمد على سمك الجدار ومصدر الحرارة الداخلي |
| مبيت بطارية السيارة الكهربائية ومرفقات نظام إدارة المباني | V-0 عند .61.6 مم | غالبًا ما يتم تعزيزها بمتطلبات الهروب الحراري الخاصة بشركة OEM |
| موصلات كهربائية للسيارات (USCAR-2) | V-0 عند .80.8 مم | جدار رقيق جدًا — يضيق خيارات المواد بشكل كبير |
| علب الأجهزة المنزلية (IEC 60335) | V-1 أو V-0 | تعتمد على الفئة |
| العبوات الكهربائية الصناعية (IEC 61439) | V-0 أو 5VA | 5VA مخصص بشكل متزايد للحاويات الكبيرة |
| المكونات الداخلية للطائرة (FAR 25.853) | لاt UL94 — uses OSU heat release and vertical bunsen tests | UL94 غير كاف للطيران |
| البناء والتشييد (EN 13501) | نظام Euroclass B–E، وليس UL94 | معيار اختبار مختلف تماما |
نقطة حرجة: يتم الإبلاغ عن تقييمات UL94 من قبل الموردين لألوان وسمك وشهادات محددة. إن غلاف الكمبيوتر/ABS الأسود الذي يحقق V-0 لا يضمن V-0 باللون الأبيض أو الطبيعي - يؤثر تفاعل FR الإضافي مع أنظمة الصبغ على الأداء، وتسرد البطاقة الصفراء UL94 الألوان المعتمدة بشكل صريح.
3. عائلات الكيمياء FR الرئيسية وملفات تعريف المعالجة الخاصة بها
3.1 مثبطات اللهب المهلجنة (المبرومة / المكلورة)
الآلية: تقطع جذور الهالوجين تفاعل سلسلة الاحتراق في الطور الغازي. فعال للغاية عند مستويات التحميل المنخفضة (5-15 ساعة)، مما يتيح V-0 بأقل تأثير على الخواص الميكانيكية.
الأنظمة المشتركة:
- ثلاثي أكسيد الأنتيمون عشاري البروم ثنائي الفينيل (DBDPE) - ABS، HIPS، PA
- أوليغومرات رباعي البروم ثنائي الفينول A (TBBPA) - مزيج من الكمبيوتر/ABS
- البارافينات المكلورة – تطبيقات سلعية منخفضة التكلفة
سلوك المعالجة:
- مستقر حرارياً حتى 280-300 درجة مئوية في معظم التركيبات - متوافق مع درجات حرارة معالجة ABS وPA66 والكمبيوتر الشخصي
- فوق 300 درجة مئوية، يتسارع توليد غاز HBr/HCl بشكل حاد — يؤدي تجاوز درجة حرارة البرميل إلى إطلاق غاز أكال
- يعد التطهير باستخدام مادة حاملة محايدة (HDPE أو PP) أمرًا إلزاميًا عند إيقاف التشغيل - حيث تتحلل المواد المحتبسة المبرومة وتهاجم أسطح البراميل والمسمار
- تآكل الفولاذ القياسي للأدوات: يتم إنشاء HBr وHCl عند أي هجوم انحراف للعملية ص20 وح13. ليست شديدة في الظروف العادية ولكنها تراكمية على الإنتاج بكميات كبيرة
الآثار المترتبة على الأدوات:
- فولاذ تجويف ص20 القياسي مقبول للعمليات التي يتم التحكم فيها بشكل جيد
- يوصى بالطلاء (الكروم الصلب أو النيكل غير الكهربائي) للكميات الكبيرة أو أي عملية تعمل بالقرب من الحد الأقصى لدرجة الحرارة
- يجب توثيق بروتوكول التطهير في تعليمات العملية - تتسبب حلقات الاحتراق الناتجة عن الفلاش في حدوث حفر تآكل موضعية عند البوابات وفتحات التهوية
الوضع التنظيمي: تتضمن قائمة REACH SVHC العديد من مركبات FR المبرومة. يقيد توجيه RoHS PBB وPBDE. DBDPE غير مقيد حاليًا في الاتحاد الأوروبي والولايات المتحدة ولكنه يخضع للمراجعة المستمرة. حدد فقط الدرجات المتوافقة مع REACH/RoHS - وتحقق من إعلان المورد سنويًا.
3.2 مثبطات اللهب القائمة على الفوسفور (خالية من الهالوجين)
الآلية: يعزز تكوين طبقة الفحم على سطح البوليمر، مما يمنع وصول الأكسجين فعليًا ويعزل الركيزة. تحتوي بعض أنظمة الفوسفور أيضًا على نشاط الطور الغازي.
الأنظمة المشتركة:
- ريسورسينول مكرر (ثنائي فوسفات ثنائي الفينيل) (RDP) - خليط PC/ABS (النظام الأساسي لـ V-0 PC/ABS الخالي من الهالوجين)
- ثنائي إيثيل فوسفينات الألومنيوم (سلسلة AlPi، Clariant Exolit® OP) - PA6، PA66، بت
- الميلامين متعدد الفوسفات (MPP) - PA6، PA66
- الفوسفور الأحمر - PA، PBT (نادرًا ما يستخدم الآن بسبب مخاطر التعامل معه)
سلوك المعالجة:
- RDP في PC/ABS: يقلل من لزوجة الذوبان (يعمل كملدن في درجة حرارة المعالجة) → يزيد من خطر الفلاش ، يقلل من هامش قوة المشبك
- AlPi في درجات PA: مستقر حراريًا حتى 320 درجة مئوية، مع الحد الأدنى من تأثير اللزوجة - يتوفر حاليًا نظام FR الأكثر ملاءمة للعملية
- MPP في السلطة الفلسطينية: استقرار معتدل؛ فوق 290 درجة مئوية، يسبب توليد بخار الأمونيا والميلامين ظهور تقرحات على السطح وخطوط فضية - حافظ على درجة حرارة الذوبان عند الطرف الأدنى من نطاق PA
- جميع أنظمة الفوسفور: امتصاص الرطوبة في التخزين يؤدي إلى تدهور الأداء ويسبب خطوطًا متناثرة/فضية — مواصفات التجفيف أكثر صرامة من الدرجات غير المعبأة
متطلبات التجفيف (درجات الفوسفور FR):
| البوليمر الأساسي | تجفيف بدرجة قياسية | تجفيف بدرجة FR | ملاحظات إضافية |
|---|---|---|---|
| PA6 | 80 درجة مئوية / 4 ساعات | 85 درجة مئوية / 6-8 ساعات | درجات MPP حساسة للرطوبة بشكل خاص |
| PA66 | 85 درجة مئوية / 4 ساعات | 90 درجة مئوية / 6-8 ساعات | درجات AlPi أكثر تسامحا |
| PBT | 120 درجة مئوية / 4 ساعات | 130 درجة مئوية / 5-6 ساعات | FR PBT حساس جدًا للرطوبة |
| PC/ABS | 90 درجة مئوية / 3-4 ساعات | 95 درجة مئوية / 4-6 ساعات | يتم ترحيل RDP على مساحة التخزين — استخدمه على الفور بعد الفتح |
الآثار المترتبة على الأدوات:
- ترحيل RDP: في PC/ABS مع RDP، يمكن أن ينتقل إستر الفوسفات إلى سطح الجزء وإلى تجويف القالب بمرور الوقت. هذا يسبب:
- تراكم رواسب العفن على أسطح التجويف (البقايا البيضاء أو الصفراء) التي تتطلب التنظيف كل 50.000-150.000 طلقة حسب ظروف التشغيل
- تقليل لمعان السطح من الجزء الذي لم يتم تنظيفه - وهو أمر بالغ الأهمية لأسطح الفئة أ
- الفولاذ المقاوم للصدأ (S136) أو ص20 المطلي بالكروم الصلب يقلل من التصاق الرواسب ويسهل عملية التنظيف
- تعد درجات AlPi في PA هي أكثر أنظمة FR ملاءمة للأدوات - الحد الأدنى من الرواسب والحد الأدنى من التآكل
3.3 مثبطات اللهب المعتمدة على النيتروجين (أنظمة الميلامين)
الآلية: في المقام الأول تخفيف المرحلة الغازية من خلال إطلاق النيتروجين؛ يتم تعزيز بعض شار عندما يقترن بالفوسفور (أنظمة منتفخة).
الأنظمة المشتركة:
- سيانورات الميلامين (MC) - PA6، PA66 (V-2 قابل للتحقيق، V-0 صعب بدون تآزر)
- الميلامين متعدد الفوسفات (MPP) - PA6، PA66 (V-0 achievable in combination)
- الأنظمة المنتفخة (APP pentaerythritol melamine) - PP، PE (في المقام الأول لتطبيقات الكابلات والأفلام الخالية من الهالوجين)
سلوك المعالجة:
- MC في PA: يتحلل عند 320 درجة مئوية ويطلق حمض الأيزوسيانيك وبخار الميلامين - الحد الأعلى الثابت لدرجة حرارة الذوبان هو 290 درجة مئوية لمركبات PA66/MC
- يؤدي تسامي الميلامين على سطح تجويف القالب إلى تكوين رواسب مسحوقية بيضاء - ويتطلب تنظيفًا متكررًا للتجويف
- أنظمة PP المنتفخة: حساسة جدًا للقص؛ تؤدي سرعات الحقن العالية إلى فصل مكونات FR وخطوطها
الآثار المترتبة على الأدوات:
- تعد رواسب الميلامين المتسامية من أكثر مشاكل تلوث العفن عدوانية في فئة درجة FR
- تجاويف مطلية بالكروم أو مطلية بـ PVD تقلل بشكل كبير من التصاق الرواسب - فترة الصيانة أطول بمقدار 2-3 مرات من غير المطلية
- يمثل انسداد فتحات التهوية بسبب الرواسب خطرًا كبيرًا - يجب تصميم فتحات التهوية بحيث يمكن الوصول إليها وتنظيفها وفقًا لجدول زمني محدد (عادةً كل 30.000 إلى 80.000 جرعة)

3.4 مثبطات لهب هيدروكسيد المعدن (ATH، MDH)
الآلية: يؤدي التحلل الماص للحرارة إلى إطلاق بخار الماء، مما يؤدي إلى تبريد الركيزة وتخفيف الغازات القابلة للاحتراق. لا يحتوي على هالوجين أو فوسفور أو نيتروجين - أنظف كيمياء من وجهة نظر معالجة المنتجات الثانوية.
الأنظمة المشتركة:
- ثلاثي هيدرات الألومنيوم (ATH) - يتحلل عند درجة حرارة 180-200 درجة مئوية؛ يحد من استخدام البوليمرات المعالجة بدرجة حرارة أقل من 200 درجة مئوية (EVA، LDPE، PVC)
- ثنائي هيدروكسيد المغنيسيوم (MDH، البروسيت) - يتحلل عند 300-320 درجة مئوية؛ يمتد نطاق التطبيق إلى PP، PA6
سلوك المعالجة:
- مطلوب تحميل عالي جدًا (40-65% بالوزن) لتحقيق V-0 — يزيد بشكل كبير من كثافة المركب ويقلل الخواص الميكانيكية
- يزيد التحميل العالي للحشو من لزوجة الذوبان بشكل كبير — ويتطلب الأمر ضغوط حقن أعلى، وأوقات تعبئة أطول
- كاشطة للبراغي والبراميل وتجاويف القوالب - معدل التآكل مرتفع ، على غرار الدرجات المملوءة بالزجاج
- تتميز مركبات MDH/ATH بكفاءة تحسين منخفضة جدًا لخطاب الاهتمام لكل وحدة تحميل مقارنة بأنظمة الهالوجين/الفوسفور - نادرًا ما تستخدم عندما يكون V-0 عند الجدار الرقيق مطلوبًا
الآثار المترتبة على الأدوات:
- تعامل على أنها تعادل GF30-GF40 لأغراض التآكل
- إدراجات البوابة الصلبة (≥52 HRC) إلزامية
- يجب أن يقلل تصميم العداء والبوابة من القص (أقطار أكبر من المكافئ غير المعبأ) لمنع تكتل الحشو وتآكل البوابة
- فولاذ التجويف: ح13 أو ما يعادله من فولاذ الأدوات المقسى — ص20 هامشي لإنتاج ATH/MDH بكميات كبيرة
4. معالجة تعديلات المعلمات لدرجات FR
الجدول: تعديلات نافذة العملية مقابل البوليمر الأساسي
| المعلمة | الاتجاه | الحجم | الأساس المنطقي |
|---|---|---|---|
| درجة حرارة الذوبان | أقل | 5-20 درجة مئوية تحت المعيار | منع التحلل الحراري FR |
| وقت بقاء البرميل | تصغير | تصميم لمدة <5 دقائق كحد أقصى | التدهور يعتمد على الوقت × درجة الحرارة |
| سرعة الحقن | تقليل | 10-20% | تقليل التحلل الناجم عن القص؛ تقليل مخاطر الفلاش (RDP) |
| الضغط الخلفي | تقليل | 10-20% below standard | تقليل توليد حرارة القص |
| سرعة المسمار | تقليل | 10-15% دورة في الدقيقة | نفس المنطق |
| بروتوكول التطهير | إلزامية | لكل اغلاق في كل مرة | منع تدهور التآكل بين أشواط |
| التجفيف | زيادة درجة الحرارة والوقت | انظر الجدول في القسم 3.2 | درجات FR أكثر حساسية للرطوبة |
| درجة حرارة العفن | أقل end of range | حيثما كان ذلك ممكنا | تقليل تكوين الرواسب (أنظمة الميلامين) |
| درجة حرارة العداء الساخن | الحد الأدنى قابل للحياة | بقدر ما يسمح به الملء | المنطقة الأكثر أهمية لتدهور FR |
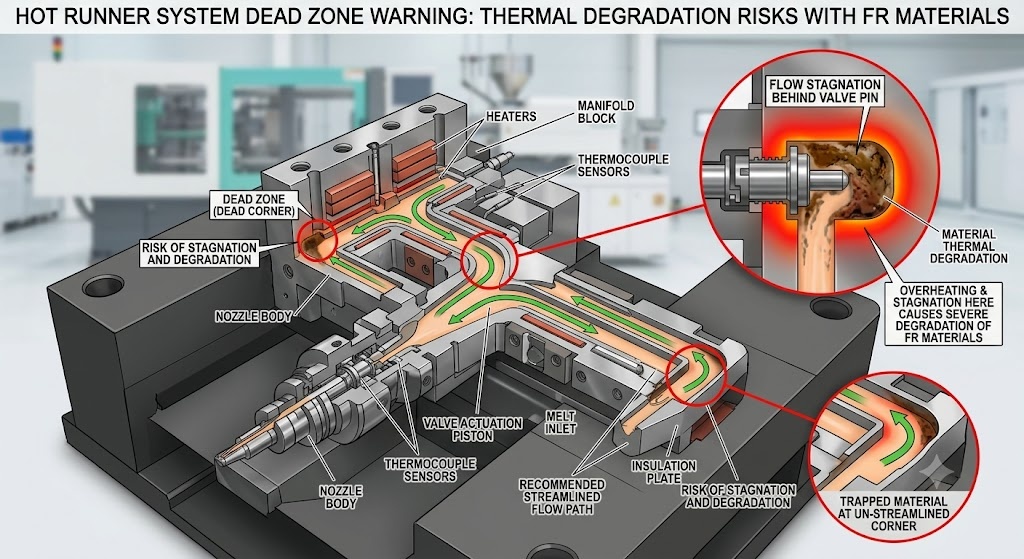
اعتبارات العداء الساخن
العدائين الساخنة هي المنطقة الأكثر خطورة لتدهور المواد FR. تحافظ أطراف المشعب والفوهة على الذوبان عند درجة الحرارة بشكل مستمر - وفي المناطق الميتة (خلف سيقان الصمام، في انحناءات المشعب سيئة التصميم)، يمكن أن يصل وقت البقاء إلى 30-60 دقيقة. وهذا يكفي لتحطيم معظم أنظمة FR.
متطلبات تصميم العداء الساخن الإلزامية لدرجات FR:
- هندسة مشعب الانسيابية الكاملة (بدون زوايا ميتة) - حدد لمورد العداء الساخن
- الحد الأدنى لحجم المشعب المتوافق مع متطلبات التعبئة - المشعبات كبيرة الحجم تزيد من وقت المكوث
- التحكم المستقل في درجة حرارة المنطقة لكل فوهة - يسمح بإدارة دقيقة لدرجة الحرارة الدنيا
- بوابة الصمام مفضلة على البوابة المفتوحة - تسمح بالإغلاق الإيجابي أثناء توقف الإنتاج
- انخفاض درجة الحرارة عند إيقاف التشغيل: خفضها إلى 150-170 درجة مئوية على الفور عند توقف الإنتاج لمدة تزيد عن 5 دقائق
5. اختيار قوالب الصلب والمعالجة السطحية
الجدول: القالب الفولاذي الموصى به بواسطة FR Chemistry
| نظام FR | البوليمر الأساسي | تجويف الصلب | الصلب الأساسية | إدراج البوابة | المعالجة السطحية | ملاحظات |
|---|---|---|---|---|---|---|
| المبرومة (DBDPE) | ABS، الوركين | P20 أو S136 | P20 | ح13 تصلب | طلاء بالكروم الصلب أو طلاء EN | طلاء حاسم لحجم كبير |
| RDP (استر الفوسفات) | PC/ABS | يفضل S136 | P20 | S136 | طلاء PVD أو EN | التصاق الودائع هو الأدنى على S136 |
| AlPi (فوسفات الألومنيوم) | السلطة الفلسطينية، بت | P20 أو H13 | P20 | H13 | كروم اختياري | نظام FR الأكثر ملاءمة للأدوات |
| الميلامين (MC، MPP) | PA6، PA66 | P20 كروم أو S136 | P20 | H13 | الكروم الصلب إلزامي | رواسب سامية شديدة بدون طلاء |
| ATH / MDH (هيدروكسيد المعدن) | ب، السلطة الفلسطينية، إيفا | ح13 تصلب | H13 | H13 أو كربيد | كروم أو بي في دي | علاج كمركب حشو جلخ |
| متأصل (PPS، نظرة خاطفة) | بس، نظرة خاطفة | S136 أو 420SS | S136 | S136 | اختياري | تآكل في درجة حرارة الذوبان. خطر تآكل الفولاذ الأساسي |
مقارنة أداء المعالجة السطحية لتطبيقات FR
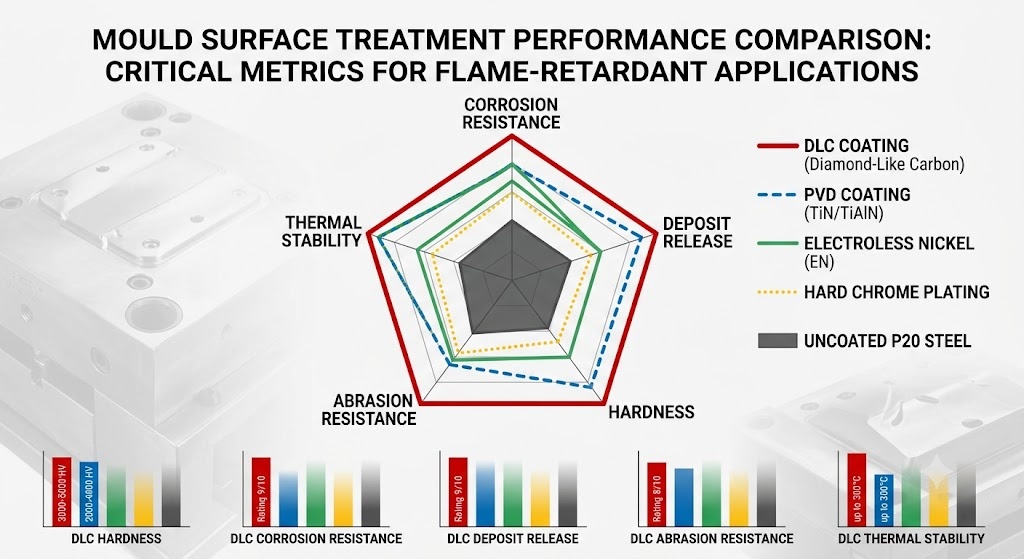
| العلاج | مقاومة التآكل | الافراج عن الودائع | الصلابة (الجهد العالي) | ماكس درجة الحرارة | قسط التكلفة |
|---|---|---|---|---|---|
| طلاء الكروم الصلب | جيد | معتدل | 900-1100 | 400 درجة مئوية | 15-25% |
| النيكل اللاكهربائي (EN) | ممتاز | جيد | 500-700 | 260 درجة مئوية | 10-20% |
| PVD (القصدير، TiAlN) | جيد | جيد–Excellent | 2000-3300 | 400-600 درجة مئوية | 20-35% |
| DLC (الكربون الشبيه بالألماس) | ممتاز | ممتاز | 3000-5000 | 300 درجة مئوية | 30-50% |
| غير مطلي P20 | فقير | فقير | 300-350 | — | خط الأساس |
يوفر طلاء DLC أفضل أداء لتحرير الرواسب لدرجات FR لنظام الميلامين - وهو ذو قيمة خاصة لإنتاج حاويات PC/ABS وPA ذات الحجم الكبير حيث يكون وقت توقف تنظيف التجويف كبيرًا.
6. تصميم فتحة التهوية لدرجات FR
تولد المركبات المثبطة للهب غازات خارجة أكثر من الدرجات غير المملوءة - منتجات التحلل الثانوية، والرطوبة من هيدروكسيدات المعادن، والمواد المضافة المتطايرة، كلها تولد غازًا يجب إخلاءه من التجويف. أسباب التهوية غير الكافية:
- حرق تأثير الديزل في مواقع التعبئة الأخيرة - رواسب الفحم التي غالبًا ما يتم تشخيصها بشكل خاطئ على أنها احمرار البوابة أو تدهور المواد
- لقطات قصيرة من الضغط الخلفي للغاز في أقسام سميكة
- تقرحات سطحية من الرطوبة المحاصرة أو مكونات FR المتطايرة
توصيات عمق التنفيس لدرجات FR
| المواد / نظام FR | عمق التنفيس (الأرض، مم) | عرض التنفيس (مم) | عمق تنفيس التنفيس (مم) | الفاصل الزمني للتنظيف |
|---|---|---|---|---|
| ABS / FR المبرومة | 0.012-0.018 | 5-8 | 0.5 | كل 100.000 طلقة |
| الكمبيوتر/ABS/RDP | 0.010-0.015 | 5-8 | 0.5 | كل 80.000 طلقة |
| PA66 / ألبي | 0.010-0.015 | 4-6 | 0.3 | كل 120.000 طلقة |
| PA6 / الميلامين | 0.008-0.012 | 4-6 | 0.3 | كل 30.000-50.000 جرعة |
| PP / ATH منتفخ | 0.015-0.020 | 6-10 | 0.5 | كل 80.000 طلقة |
| PPS (FR الكامنة) | 0.005-0.008 | 3-5 | 0.2 | كل 150.000 طلقة |
تتمتع مركبات FR القائمة على الميلامين بسلوك قاذورات فتحات التهوية الأكثر عدوانية. قالب الإنتاج الذي يعمل بنظام PA6/MC والذي لم يتم تنظيفه في الموعد المحدد سوف يكون به فتحات تهوية مسدودة خلال 50000 طلقة - مما يؤدي إلى الاحتراق، واللقطات القصيرة، ورفض الأجزاء.
توصية التصميم: بالنسبة لدرجات FR ذات الميل العالي لإطلاق الغازات (الميلامين، الأنظمة المنتفخة)، قم بتصميم فتحات التهوية كإدراجات قابلة للاستبدال حيثما أمكن ذلك. يتيح ذلك تنظيف فتحة التهوية في وضع عدم الاتصال بينما يستمر القالب في العمل بمجموعة احتياطية نظيفة.
7. اعتبارات الجودة والامتثال
7.1 التحقق من البطاقة الصفراء UL94
يعد تصنيف UL94 المطبوع على ورقة بيانات المادة بمثابة مطالبة تسويقية للمورد. المصدر المعتمد هو قاعدة بيانات UL Product iQ (البطاقة الصفراء سابقًا) . قبل تحديد مادة FR لتطبيق خاضع لرقابة UL94، تحقق مما يلي:
- الدرجة الدقيقة والدفعة تتطابق مع قائمة البطاقة الصفراء الحالية
- ينطبق التصنيف على سمك جدار الجزء الخاص بك - تفقد العديد من المواد فئة تصنيف واحدة عند الجدران الأقل سمكًا
- اللون مُدرج — تؤثر أنظمة الصبغ على أداء FR
- تاريخ انتهاء الشهادة ساري المفعول — تجري UL إعادة اختبار دورية ويمكن سحب التقييمات
7.2 تأثير اللون على أداء FR
تتفاعل أنظمة الأصباغ مع إضافات FR بطرق يمكن أن تقلل الأداء بمقدار فئة UL94 كاملة. يعمل أسود الكربون (المستخدم في المركبات السوداء) بشكل عام على تحسين أداء FR - فهو يعزز تكوين الفحم. الأصباغ البيضاء (TiO₂) محايدة إلى سلبية إلى حد ما. يمكن للأصباغ العضوية (وخاصة أصباغ الآزو الصفراء والحمراء) أن تتداخل مع أنظمة FR الفسفورية.
القاعدة: قم دائمًا بتأهيل أداء FR على لون الإنتاج، وليس البيانات المرجعية الطبيعية أو السوداء فقط. إذا كان العميل يطلب V-0 بألوان متعددة، فاحصل على التحقق من البطاقة الصفراء من UL لكل لون على حدة.
7.3 أداء خط اللحام وخط الحياكة FR
تُظهر منطقة خط اللحام لجزء FR المصبوب بالحقن عادةً انخفاضًا في تثبيط اللهب مقارنةً بالجزء الأكبر. في منطقة اللحام، تتم محاذاة الألياف الزجاجية بالتوازي مع واجهة التدفق، ويمكن أن يكون توزيع المواد المضافة FR غير منتظم. يجب أن يشمل الاختبار عينات مقطوعة من مناطق خطوط اللحام للتطبيقات ذات المتطلبات الحرجة للسلامة من الحرائق.
7.4 إعادة الطحن وإعادة التدوير
تعمل إضافات FR - خاصة الأنظمة المهلجنة - على تعقيد إمكانية إعادة التدوير في نهاية العمر. تتطلب إعادة الطحن داخل العملية (أشجار التنوب، والمجاري الجارية، والأجزاء المرفوضة) من مركبات FR المبرومة ما يلي:
- الحد الأقصى لنسبة إعادة الطحن: 10-15% بالوزن - تؤدي النسب الأعلى إلى تدهور أداء FR وزيادة توليد الغاز
- يجب عدم خلط إعادة الطحن عبر عائلات كيمياء FR - حيث تؤدي إعادة الطحن المبرومة إلى تلويث المركبات الخالية من الهالوجين إلى عدم اليقين بشأن الامتثال
- نسبة إعادة طحن المستندات في سجلات العملية من أجل التتبع
8. استكشاف الأخطاء وإصلاحها: العيوب الشائعة من الدرجة FR والأسباب الجذرية
| عيب | السبب المحتمل المتعلق بـ FR | الإجراء التصحيحي |
|---|---|---|
| خطوط فضية / تناثر | الرطوبة في مركب FR؛ تحلل FR المتقلب | زيادة وقت التجفيف/درجة الحرارة؛ خفض درجة حرارة الذوبان. التحقق من تخزين المواد |
| تغير اللون الأصفر/البني عند البوابة | التحلل الحراري FR عند فوهة العداء الساخن | خفض درجة حرارة الفوهة. تقليل وقت الإقامة؛ تطهير أكثر تواترا |
| رواسب بيضاء على سطح التجويف | تسامي الميلامين (أنظمة MC/MPP) أو ترحيل RDP | تنظيف التجويف بالمذيب المناسب؛ زيادة وتيرة التنظيف. النظر في طلاء DLC |
| الحرق في موقع التعبئة الأخيرة | تهوية غير كافية؛ الغازات الخارجة من تحلل FR | إضافة أو تعميق الفتحات في موقع الحرق؛ تقليل سرعة الحقن |
| فلاش (بداية جديدة) | يعمل RDP كملدن لتقليل اللزوجة | خفض درجة حرارة الذوبان. التحقق من مادة مؤسسة التمويل الأصغر مقارنة بالدفعة السابقة؛ تقليل سرعة الحقن |
| انخفاض اللمعان | رواسب العفن من هجرة FR | تجويف نظيف تطبيق طلاء PVD أو DLC |
| لقطات قصيرة (previously stable tool) | الفتحات المسدودة من رواسب FR | تنظيف الفتحات على الفور؛ تنفيذ صيانة التهوية المجدولة |
| التصفيح / فصل الطبقة | تلوث إعادة الطحن غير المتوافق؛ الرطوبة | القضاء على التلوث regrind. التحقق من التجفيف. التحقق من شهادة الكثير |
| فشل اختبار UL94 على أجزاء الإنتاج | تغيير اللون دون إعادة التأهيل؛ إعادة طحن النسبة الزائدة؛ الجدار أرق من المعتمد | إعادة تأهيل اللون؛ تقليل إعادة الطحن؛ التحقق من سمك الجدار في أقسام رقيقة |
9. الاستنتاج
تقدم درجات قوالب الحقن المقاومة للهب مزيجًا فريدًا من حساسية العملية وعدوانية الأدوات وتعقيد الامتثال الذي لا توفره اللدائن الحرارية الهندسية القياسية. تمتد عواقب سوء إدارة مواد FR إلى ما هو أبعد من جودة الجزء - حيث يمكن لمركبات FR المتدهورة أن تؤدي إلى تآكل البراغي والبراميل، وتسد فتحات التهوية، وتترسب في التجاويف، وفي أسوأ الحالات تولد غازات سامة في بيئة المعالجة.
إن الطريق إلى إنتاج درجة FR يمكن الاعتماد عليه هو أمر منهجي: حدد كيمياء FR المناسبة لدرجة حرارة التطبيق والمتطلبات التنظيمية، وحدد فولاذ القالب والمعالجات السطحية المناسبة لتلك الكيمياء، وقم بتنفيذ ضوابط أكثر صرامة للتجفيف والعملية، ووضع جداول الصيانة الوقائية التي تأخذ في الاعتبار خصائص التلوث والتآكل المتسارعة لمركبات FR. إن هندسة هذه العوامل في مرحلة التصميم تكلف جزءًا صغيرًا مما يفعله تصحيحها في الإنتاج.
مقالات ذات صلة:
- قولبة حقن مبيت بطارية السيارة الكهربائية: PA66 GF50 مقابل PPS GF40 — المفاضلات الهندسية
- أفضل 8 مواد قولبة للحقن لعام 2026
- دليل اختيار قوالب الحقن الفولاذية عالية الدقة
- وميض العفن في قولبة الحقن: الأسباب والوقاية والقضاء
- تحقيق التشطيب الأمثل للسطح في قوالب حقن البلاستيك
قالب إمتيك | رقم 818 طريق جينيوان، يينتشو، نينغبو، 315100، تشجيانغ، الصين | [email protected] | 8615356487586

