
مقدمة
في عالم التصنيع، صب الحقن يظل المعيار الذهبي لإنتاج أجزاء بلاستيكية متسقة وعالية الجودة. ومع ذلك، فإن العائق الأكبر أمام الدخول لا يتمثل عادة في تكلفة الراتنج البلاستيكي، بل في تكلفة العفن (أو "الأداة") نفسها.
بالنسبة لمصممي المنتجات والمهندسين، غالبًا ما تكون "استراتيجية الأدوات" هي القرار الأكثر أهمية في دورة حياة المشروع. يمكن أن يؤدي اتخاذ الاختيار الخاطئ إلى إهدار آلاف الدولارات في الميزانية، أو على العكس من ذلك، قالب يتآكل قبل تنفيذ طلباتك.
تقسم الصناعة عمومًا صناعة القوالب إلى فئتين: الأدوات الناعمة و الأدوات الصعبة . في حين أن الأسماء تشير إلى اختلاف في الملمس المادي، فإن التمييز يكمن في الواقع في تعدين مادة القالب، وسرعة التصنيع، وطول العمر.
يستكشف هذا الدليل الاختلافات الفنية والتجارية بين هذين النهجين لمساعدتك في تحديد المسار الذي يتوافق مع ميزانيتك وجدولك الزمني وحجم الإنتاج.
ما هي الأدوات الناعمة؟
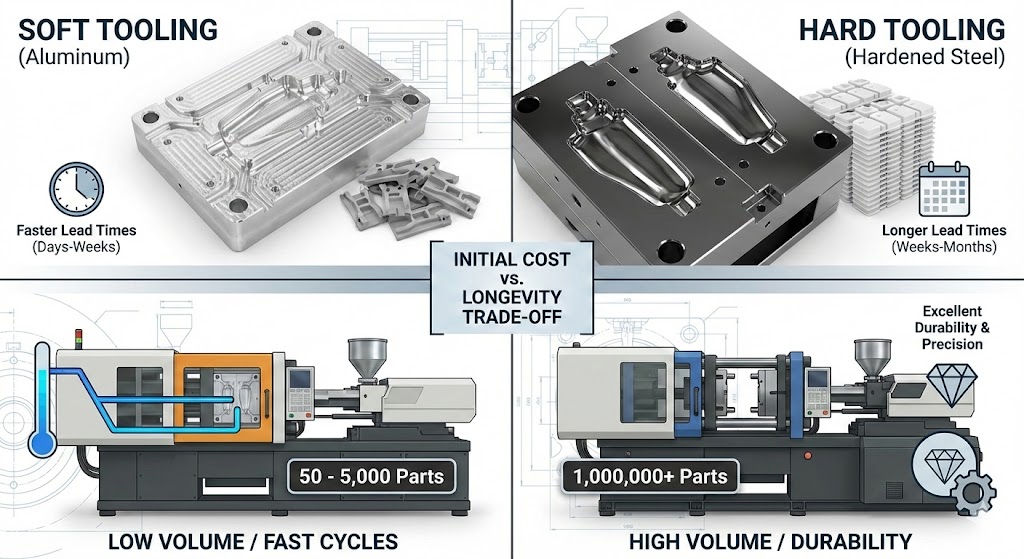
الأدوات الناعمة يشير عمومًا إلى القوالب المصنوعة من مواد أكثر ليونة وأسهل في القطع من الفولاذ التقليدي للأدوات. إنها الطريقة السائدة للنماذج الأولية، وإنتاج الجسور، وعمليات التصنيع ذات الحجم المنخفض (عادةً من 50 إلى 5000 جزء).
من المهم توضيح أن كلمة "ناعم" لا تعني أن القالب مرن مثل المطاط. غالبًا ما يكون مصنوعًا من المعدن، ولكنه معدن يفتقر إلى الصلابة الشديدة للفولاذ المعالج بالحرارة.
المواد المشتركة
- سبائك الألومنيوم: المادة الأكثر شيوعًا للأدوات الناعمة هي الألومنيوم. سبائك عالية الجودة مثل الألومنيوم 7075 أو مراقبة الجودة-10 يتم استخدامها بشكل متكرر لأنها توفر قوة عالية وقابلية تصنيع ممتازة.
- الفولاذ الطري: في بعض الأحيان، يتم استخدام الفولاذ ذو الدرجة المنخفضة وغير المتصلب في الأدوات الناعمة، على الرغم من تفضيل الألومنيوم لخصائص التبريد الخاصة به.
- المركبات المطبوعة ثلاثية الأبعاد: في حالات محددة للغاية وذات حجم منخفض للغاية، يتم استخدام قوالب البوليمر المطبوعة ثلاثية الأبعاد، على الرغم من أنها تتحلل بسرعة كبيرة.
مزايا الأدوات الناعمة
- انخفاض التكلفة الأولية: الألومنيوم أسهل بكثير في الماكينة من الفولاذ. إنه يخلق تآكلًا أقل على قواطع CNC ويمكن تشكيله بسرعات أعلى بكثير. وهذا يمكن أن يقلل من تكاليف الأدوات الأولية عن طريق 30% إلى 50% مقارنة بالأدوات الصلبة.
- أوقات الرصاص أسرع: نظرًا لأن المادة أكثر ليونة ولا تحتاج إلى معالجة حرارية بعد التصنيع، يمكن أن تكون الأدوات الناعمة جاهزة في كثير من الأحيان 1-2 أسابيع ، مقارنة بـ 4-8 أسابيع للأدوات الصلبة.
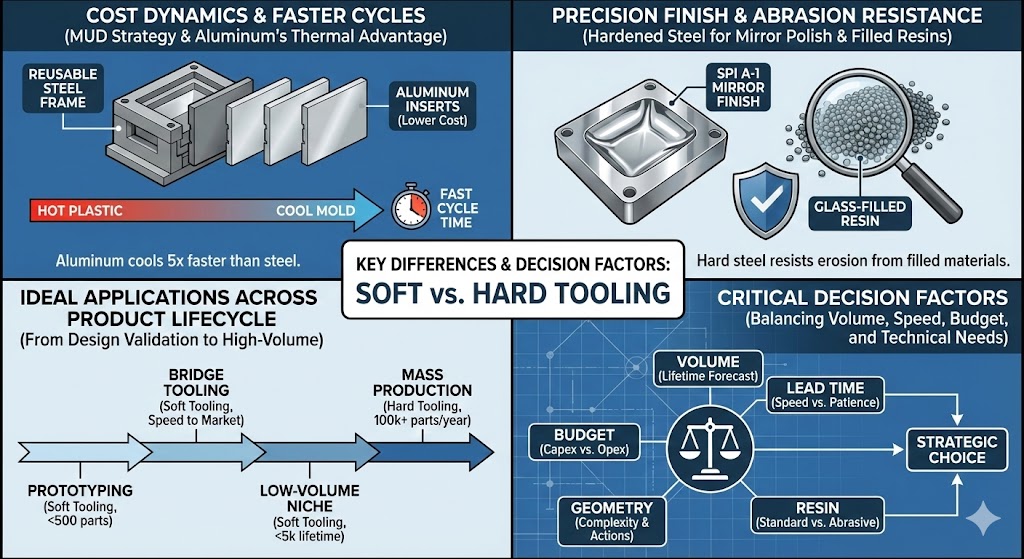
- الموصلية الحرارية متفوقة: وهذه ميزة تقنية غالبًا ما يتم التغاضي عنها. الألومنيوم ينقل الحرارة أسرع بـ 5 مرات من أداة الصلب. وهذا يسمح للبلاستيك بالتبريد والتصلب بشكل أسرع، مما يقلل بشكل كبير من أوقات الدورات ويحتمل أن يخفض سعر القطعة.
- سهولة التعديل: إذا كانت هناك حاجة إلى تغيير التصميم، فمن الأسهل إزالة الألمنيوم الموجود لفتح بُعد بدلاً من تعديل الفولاذ المتصلب.
عيوب الأدوات الناعمة
- عمر الأداة المحدود: الألومنيوم عرضة للتآكل من البلاستيك المملوء بالزجاج والتآكل الناتج عن قوة التثبيت في الماكينة. تدوم الأدوات الناعمة عادةً ما بين 1000 إلى 10000 دورة قبل أن تبدأ الأبعاد في الانحراف أو ظهور الوميض (البلاستيك الزائد).
- حدود الانتهاء من السطح: الأدوات الناعمة cannot maintain a high-gloss “mirror” polish (SPI A-1 or A-2). The metal is too soft and will scratch during part ejection. It is better suited for matte or textured finishes.
- خطوط فراق هشة: يمكن أن تلتف الحواف التي يلتقي فيها نصفا القالب أو تنحرف بسهولة، مما يؤدي إلى عيوب تجميلية في الجزء.
ما هي الأدوات الصعبة؟
الأدوات الصعبة يخلق القوى العاملة في عالم التصنيع. يتم تصنيع هذه القوالب من الفولاذ عالي الجودة القادر على تحمل ملايين الدورات ودرجات الحرارة المرتفعة والمواد الكاشطة. هذا هو المعيار للإنتاج الضخم.
المواد المشتركة
- الصلب P20: غالبًا ما يستخدم الفولاذ المتصلب مسبقًا لقوالب "الفئة 102". إنه متين ولكنه ليس هشًا مثل الفولاذ المتصلب بالكامل.
- الصلب H13: معيار الصناعة للإنتاج بكميات كبيرة. تمت معالجته بالحرارة حتى يصل إلى صلابة شديدة (Rockwell C 48-52) لمقاومة التآكل والتعب الحراري.
- الفولاذ المقاوم للصدأ (420): يُستخدم عند الحاجة إلى مقاومة التآكل، كما هو الحال عند قولبة مادة PVC أو غيرها من المواد البلاستيكية المسببة للتآكل.
مزايا الأدوات الصلبة
- متانة عالية الحجم: يمكن تشغيل أداة فولاذية H13 يتم صيانتها بشكل صحيح 1 مليون دورة دون تآكل كبير.
- التسامح ضيق: الفولاذ الصلب صلب ولا يتشوه تحت ضغوط الحقن العالية المطلوبة للأجزاء المعقدة. وهذا يسمح بدقة الأبعاد الضيقة للغاية.
- التشطيبات السطحية متفوقة: الأدوات الصعبة is required for high-gloss, optical-grade finishes. The steel is hard enough to be polished to a mirror shine without scratching.
- الإجراءات المعقدة: الأدوات الصعبة is better suited for complex side-actions, sliders, and lifters that are required for parts with undercuts.
عيوب الأدوات الصلبة
- ارتفاع الاستثمار الأولي: المواد الخام باهظة الثمن، وغالبًا ما تتطلب معالجة الفولاذ المقسى استخدام EDM (تصنيع التفريغ الكهربائي) وسرعات قطع بطيئة باستخدام الحاسب الآلي. التكاليف أعلى بكثير من الأدوات الناعمة.
- فترات زمنية طويلة: بين الآلات الخشنة، وتخفيف الضغط، والمعالجة الحرارية، والطحن/التلميع النهائي، غالبًا ما تتطلب الأدوات الصلبة من 4 إلى 12 أسبوعًا لإكمال.
- صعوبة التعديل: بمجرد تصلب الأداة الفولاذية، يصبح إجراء التغييرات أمرًا صعبًا. غالبًا ما يتطلب الأمر اللحام وإعادة الطحن، مما يترك "علامات شاهد" على الأداة ويمكن أن يكون مكلفًا.
ملخص سريع: المقايضة
| ميزة | الأدوات الناعمة (Aluminum) | الأدوات الصعبة (Steel) |
|---|---|---|
| الهدف الأساسي | السرعة والتكلفة المنخفضة | طول العمر والدقة |
| حجم نموذجي | 50 - 5000 قطعة | 100.000 – 1.000.000 قطعة |
| المهلة الزمنية | أيام إلى أسابيع | أسابيع إلى أشهر |
| نقل الحرارة | ممتاز (دورات سريعة) | معتدل (دورات قياسية) |
الاختلافات الرئيسية: الغوص العميق
في حين أن التعريفات المذكورة أعلاه توضح الإيجابيات والسلبيات العامة، فإن فهم الاختلافات الدقيقة أمر بالغ الأهمية لاتخاذ قرار تصنيع مستنير.
1. ديناميكيات التكلفة واستراتيجية "MUD".
الفرق الأكثر وضوحا هو التكلفة الأولية. تعتبر الأدوات الناعمة أرخص بكثير لأن آلات الألمنيوم أسرع ولا تتطلب معالجة حرارية بعد التصنيع. تتضمن الأدوات الصلبة سبائك فولاذية باهظة الثمن، وسرعات تشغيل أبطأ، وعمليات معالجة التفريغ الكهربائي (EDM) المعقدة غالبًا لحرق الميزات وتحويلها إلى معدن مقوى.
ومع ذلك، التكلفة ليست دائما ثنائية. الأرضية الوسطى المشتركة المستخدمة في الصناعة هي قالب الوحدة الرئيسية (MUD) نظام.
- الإستراتيجية: يستخدم القالب قاعدة (إطار) قالب فولاذي عالمي قابل لإعادة الاستخدام يبقى في الجهاز. إنهم يقومون فقط بتصنيع "إدراج" أصغر حجمًا (القلب والتجويف الذي يشكل الجزء المحدد الخاص بك) من الفولاذ الناعم أو الألومنيوم.
- الفائدة: أنت تتجنب دفع تكاليف الهيكل الأساسي الفولاذي الثقيل، مما يقلل بشكل كبير من تكلفة الدخول للنماذج الأولية أو أدوات الجسور مع الاستمرار في استخدام آلات التشكيل القياسية.
2. زمن الدورة والتوصيل الحراري
غالبًا ما يكون هذا هو التمييز الأكثر إغفالًا. تعتمد السرعة التي يمكنك بها إنتاج جزء ما إلى حد كبير على مدى سرعة تبريد البلاستيك المنصهر.
- الأدوات الناعمة Advantage: يتمتع الألومنيوم بموصلية حرارية أعلى بكثير من الفولاذ. فهو يسحب الحرارة من البلاستيك بشكل أسرع بكثير، مما يسمح للجزء بالتصلب بشكل أسرع. بالنسبة لعملية إنتاج مكونة من 5000 جزء، فإن وقت الدورة الأسرع لأداة الألومنيوم يمكن أن يعوض أحيانًا تكلفتها الأولية المرتفعة مقارنة بأداة فولاذية رخيصة جدًا.
- الأدوات الصعبة Reality: الصلب يحمل الحرارة لفترة أطول. لتحقيق أوقات دورات سريعة باستخدام الأدوات الصلبة، غالبًا ما تكون هناك حاجة إلى قنوات تبريد داخلية معقدة ومحفورة ("التبريد المطابق")، مما يزيد من تكاليف الأدوات.
3. الانتهاء من السطح والدقة
إذا كان الجزء الخاص بك يتطلب تشطيبًا بصريًا يشبه المرآة (SPI A-1 أو A-2)، الأدوات الصلبة إلزامية .
- الألومنيوم ناعم جدًا بحيث لا يتحمل طلاءًا عالي الجودة لفترة طويلة؛ سوف تقوم مرحلة الإخراج من دورة التشكيل بخدش السطح مجهريا بعد بضع مئات من الطلقات، مما يؤدي إلى تدهور اللمسة النهائية اللامعة.
- يتميز الفولاذ المقسى بالمرونة الكافية للحفاظ على تلميع لا تشوبه شائبة لمئات الآلاف من الدورات.
وبالمثل، بالنسبة للأجزاء التي تتطلب تفاوتات شديدة للغاية (على سبيل المثال، ±0.001 بوصة)، يُفضل الفولاذ الصلب لأنه لن ينحرف أو ينثني تحت ضغوط الحقن العالية، مما يضمن أبعادًا ثابتة للأجزاء.
4. توافق المواد (الكشط)
يحدد الراتينج البلاستيكي الذي تختاره الأداة التي تحتاجها. تعتبر المواد البلاستيكية القياسية مثل البولي بروبيلين (PP) أو ABS لطيفة نسبيًا على القالب.
ومع ذلك، غالبًا ما تحتوي الراتنجات ذات الدرجة الهندسية على مواد مضافة مثل ألياف زجاجية أو الحشوات المعدنية لمزيد من القوة. تعمل هذه المواد مثل ورق الصنفرة السائل داخل القالب. سيؤدي حقن النايلون المملوء بالزجاج في أداة ناعمة من الألومنيوم إلى تآكل البوابة وتفاصيل السطح بسرعة، مما يؤدي إلى تدمير الأداة في أقل من 1000 طلقة. مطلوب الفولاذ H13 المقوى لمقاومة هذا التآكل.
التطبيقات المثالية
يعتمد اختيار استراتيجية الأدوات الصحيحة بشكل كامل على موقعك في دورة حياة تطوير منتجك.
أفضل التطبيقات للأدوات الناعمة (الألومنيوم/الفولاذ الطري)
- النماذج الأولية والتحقق من صحة التصميم: عندما تحتاج إلى 50-200 قطعة في مادة الإنتاج الفعلية لاختبار الملاءمة والشكل والوظيفة قبل الالتزام بأدوات فولاذية باهظة الثمن.
- اختبار السوق: إنتاج دفعة صغيرة لقياس اهتمام المستهلك في معرض تجاري أو لإصدار تجريبي محدود.
- أدوات الجسر: استراتيجية حاسمة حيث يتم إنشاء أداة ناعمة بسرعة لبدء توريد الأجزاء على الفور أثناء انتظار المهلة الطويلة لأداة صلبة كبيرة الحجم يتم تصنيعها في مكان آخر.
- المنتجات المتخصصة ذات الحجم المنخفض: المنتجات التي يبلغ إجمالي الطلب عليها مدى الحياة أقل من 5000 وحدة حيث لن يؤتي الاستثمار في الأدوات الصلبة ثماره أبدًا.
أفضل التطبيقات للأدوات الصلبة (الفولاذ المقسى)
- الإنتاج الضخم بكميات كبيرة: أي مشروع يتطلب ما بين 100.000 إلى ملايين الأجزاء سنويًا (مثل الأجهزة الإلكترونية الاستهلاكية ومكونات السيارات وأغطية الزجاجات).
- المواد الكاشطة: أجزاء مصنوعة من راتنجات مملوءة بالزجاج أو مملوءة بالمعادن والتي من شأنها مضغ الأدوات الناعمة.
- متطلبات الدقة العالية: التروس أو الأجهزة الطبية أو الموصلات الإلكترونية حيث يعد استقرار الأبعاد عبر ملايين الدورات أمرًا بالغ الأهمية.
- متطلبات تجميلية عالية: الأجزاء التي تتطلب تشطيبًا شديد اللمعان أو تركيبًا معقدًا ومتسقًا.
العوامل التي يجب مراعاتها عند الاختيار
عند مواجهة قرار استخدام الأدوات الناعمة مقابل الأدوات الصلبة، قم بتقييم مشروعك في ضوء هذه العوامل الخمسة الحاسمة.
1. إجمالي حجم الإنتاج (مدى الحياة)
هذا هو المرشح الأساسي. إذا كانت توقعات عمرك أقل من 5000 جزء، فابدأ بالنظر إلى الأدوات الناعمة. إذا كان أكثر من 50000، فمن المؤكد تقريبًا أن الأدوات الصلبة هي المسار الصحيح. وتتطلب المنطقة الرمادية بينهما تحليلاً أعمق للتكلفة.
2. سرعة الوصول إلى السوق (المهلة الزمنية)
هل تحتاج إلى قطع الغيار خلال 3 أسابيع للوفاء بالموعد النهائي الحاسم للإطلاق، أم أن لديك 3 أشهر؟ إذا كانت السرعة ذات أهمية قصوى، فإن الأدوات الناعمة هي الخيار الوحيد الذي يمكنه تحقيق الأداء بسرعة. الأدوات الصعبة هي عملية بطيئة ومتعمدة.
3. قيود الميزانية (النفقات الرأسمالية مقابل النفقات التشغيلية)
هل أنت مقيد بالنفقات الرأسمالية الأولية (Capex)؟ تعمل الأدوات الناعمة على خفض سعر الملصق المقدم. ومع ذلك، إذا كان لديك رأس المال، فإن الأدوات الصلبة توفر سعرًا أقل للقطعة على المدى الطويل، مما يقلل من النفقات التشغيلية (Opex).
4. هندسة الجزء والتعقيد
في حين أن كلتا الطريقتين يمكنهما التعامل مع الهندسة المعقدة، فإن الأدوات الصلبة مناسبة بشكل أفضل "للإجراءات" المعقدة داخل القالب، مثل المنزلقات المعقدة، والرافعات للقطع السفلية، وآليات فك الأجزاء الملولبة. تتآكل هذه المكونات المتحركة بسرعة إذا كانت مصنوعة من معدن ناعم.
5. مادة الراتنج
كما هو مذكور أعلاه، إذا كانت قائمة المواد الخاصة بك تتطلب 30% من النايلون المملوء بالزجاج، فيجب عليك تخصيص ميزانية للأدوات الصلبة، بغض النظر عن حجمك. يعد استخدام الأدوات الناعمة للمواد الكاشطة بمثابة اقتصاد زائف.
تحليل التكلفة: الأدوات الناعمة مقابل الأدوات الصلبة
غالبًا ما يعود القرار إلى مشكلة رياضية: التكلفة الإجمالية للملكية (TCO) . يجب عليك الموازنة بين "سعر الملصق" المقدم للقالب مقابل "سعر القطعة" على المدى الطويل للجزء.
1. استراتيجية "إطار الطين" (نصيحة احترافية)
قبل النظر إلى التكلفة الكاملة، يجب أن تعرف عنها قالب الوحدة الرئيسية (MUD) إدراج.
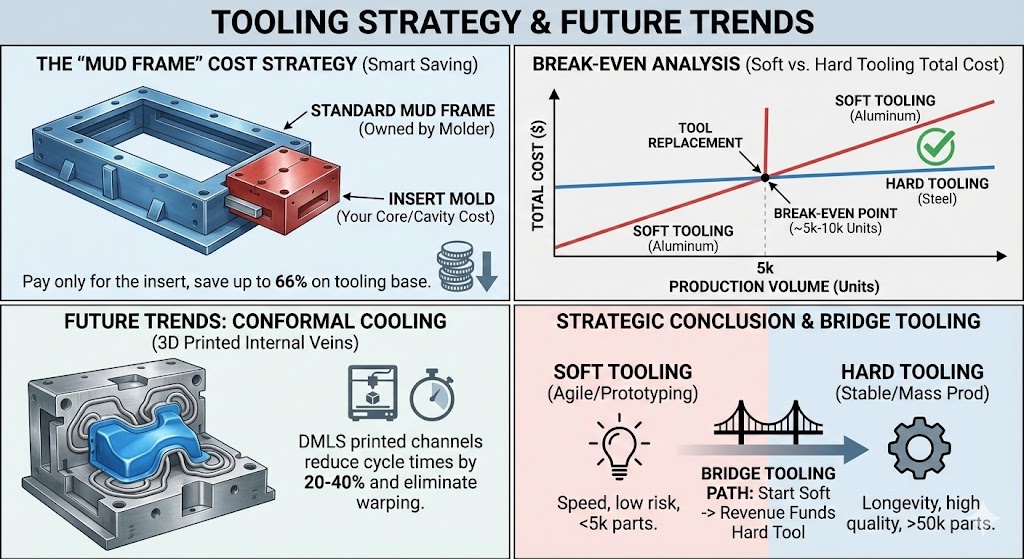
بدلاً من شراء قاعدة قالب مخصصة كاملة (وهي ثقيلة ومكلفة)، يمكنك استخدام "إدراج الطين". هذا هو الإطار القياسي الذي تملكه شركة القالب، حيث يقومون بإدخال النواة والتجويف الخاص بك.
- تأثير التكلفة: هذا يمكن أن يقلل من تكلفة الأدوات الأولية الخاصة بك عن طريق تصل إلى 66% لأنك لا تدفع مقابل قاعدة القالب الهيكلي، بل فقط منطقة التشكيل.
- الأفضل لـ: كل من استراتيجيات الأدوات الناعمة والصلبة للأجزاء التي يقل حجمها عن 6 بوصات.
2. الانهيار الافتراضي: "السكن البلاستيكي"
دعونا نلقي نظرة على سيناريو حقيقي لغطاء بلاستيكي قياسي (حوالي 4 × 4 بوصة) لنرى أين تقع نقطة التعادل.
| التكلفة المتغيرة | الأدوات الناعمة (Aluminum 7075) | الأدوات الصعبة (P20/H13 Steel) |
|---|---|---|
| استثمار الأدوات | 3500 دولار | 12000 دولار |
| مؤسسة. حياة الأداة | 5000 طلقة | 250.000 طلقة |
| وقت الدورة | 20 ثانية (تبريد سريع) | 35 ثانية (التبريد القياسي) |
| سعر القطعة | 1.20 دولار | 1.45 دولارًا أمريكيًا (بالحجم المنخفض) / 0.85 دولارًا أمريكيًا (بالحجم المرتفع) |
تحليل التعادل:
-
عند 1000 وحدة:
- الأدوات الناعمة Total: 3500 دولار (1.20 * 1000) = 4700 دولار
- الأدوات الصعبة Total: 12000 دولار (1.45 * 1000) = 13,450 دولار
- الفائز: الأدوات الناعمة بواسطة انهيار أرضي.
-
عند 20.000 وحدة:
- الأدوات الناعمة Total: يتطلب 4 قوالب جديدة (14000 دولار) قطع غيار (24000 دولار) = 38000 دولار
- الأدوات الصعبة Total: قالب واحد (12000 دولار) أجزاء (17000 دولار بسعر الجملة) = 29000 دولار
- الفائز: الأدوات الصعبة .
الدرس: عادة ما تحدث "نقطة التقاطع" بين 5000 و 10000 وحدة . إذا كنت تخطط للتوسع إلى ما هو أبعد من ذلك، فإن الأداة الفولاذية باهظة الثمن تصبح الخيار الأرخص.
الاتجاهات المستقبلية في أدوات قولبة الحقن
أصبح الاختيار الثنائي بين "الألومنيوم مقابل الفولاذ" غير واضح مع تقدم التكنولوجيا. إليكم ما سيغير اللعبة في عام 2025 وما بعده.
1. التبريد المطابق ("الأوردة الداخلية")
تقليديا، يتم حفر قنوات التبريد في خطوط مستقيمة من خلال الفولاذ. وهذا يترك "النقاط الساخنة" التي لا يمكن للحفر الوصول إليها.
- الابتكار: باستخدام تلبيد المعادن بالليزر المباشر (DMLS) (الطباعة المعدنية ثلاثية الأبعاد)، يستطيع المهندسون طباعة قالب فولاذي بقنوات تبريد تنحني وتلتوي في الداخل جدار القالب، يتبع شكل الجزء تمامًا.
- الفائدة: وهذا يقلل من أوقات الدورة بنسبة 20% إلى 40% و virtually eliminates warping.
2. الأدوات الهجينة
يستخدم المصممون بشكل متزايد قوالب هجينة . إنهم يستخدمون قاعدة فولاذية قياسية مُشكَّلة من أجل المتانة ولكنهم يستخدمون إدخالات فولاذية مطبوعة ثلاثية الأبعاد للميزات المعقدة التي قد يكون من المستحيل تصنيعها باستخدام أداة القطع CNC. يمزج هذا بين دقة AM (التصنيع الإضافي) ومتانة الأدوات التقليدية.
3. القوالب الذكية (الصناعة 4.0)
يتم الآن تجهيز الأدوات الصلبة المتطورة بأجهزة استشعار كهرضغطية مدمجة. تقوم هذه المستشعرات بمراقبة الضغط ودرجة الحرارة داخل التجويف في الوقت الفعلي، وتقوم تلقائيًا بضبط آلة التشكيل بالحقن لمنع العيوب قبل حدوثها.
الاستنتاج
إن الاختيار بين الأدوات الناعمة والأدوات الصلبة لا يتعلق بـ "الجيد مقابل السيئ" - بل يتعلق الأمر إدارة المخاطر .
- اختر الأدوات الناعمة (الألومنيوم) إذا: أنت في مرحلة النماذج الأولية، أو تحتاج إلى قطع الغيار في أقل من أسبوعين، أو لديك ميزانية صارمة تقل عن 5 آلاف دولار، أو أن إجمالي الطلب في السوق لديك غير مؤكد. إنها نقطة دخول رشيقة ومنخفضة المخاطر.
- اختر الأدوات الصلبة (الصلب) إذا: لديك تصميم معتمد، أو تحتاج إلى تشطيبات من الدرجة البصرية، أو تقوم بتشكيل مواد مملوءة بالزجاج الكاشطة، أو تحتاج إلى ضمان التوريد لمئات الآلاف من الوحدات. إنه الاستثمار في الاستقرار والجودة.
التوصية النهائية:
إذا لم تكن متأكدًا، فاسأل شريك التصنيع الخاص بك عن أ "أدوات الجسر" استراتيجية. ابدأ بأداة ألومنيوم منخفضة التكلفة للوصول إلى السوق بسرعة. استخدم الإيرادات من أول 5000 قطعة لتمويل بناء القالب الفولاذي الدائم P20. يمنحك هذا سرعة الأدوات الناعمة مع طول عمر الأدوات الصلبة في نهاية المطاف.
الأسئلة المتداولة (الأسئلة الشائعة)
س: هل يمكنني تحويل أداة ناعمة إلى أداة صلبة لاحقًا؟
ج: لا، لا يمكنك تحويل قالب من الألومنيوم إلى فولاذ. ومع ذلك، إذا كنت تستخدم نظام MUD (قالب الوحدة الرئيسية)، فيمكنك استبدال إدخالات قلب/تجويف الألومنيوم بأخرى فولاذية مع الحفاظ على إطار قاعدة القالب الأصلي، مما يوفر المال.
س: هل الأدوات الناعمة أرخص دائمًا من الأدوات الصلبة؟
ج: بشكل عام، نعم. عادةً ما تكون الأدوات الناعمة أرخص بنسبة 30-50% مقدمًا. ومع ذلك، إذا تجاوز حجم إنتاجك 10000 وحدة، فإن تكلفة استبدال القوالب الناعمة البالية ستجعلها في النهاية أكثر تكلفة من الاستثمار في قالب صلب واحد متين.
س: هل يمكنني استخدام الأدوات الناعمة للنايلون المملوء بالزجاج؟
ج: لا ينصح به. تعتبر الألياف الزجاجية مادة كاشطة وسوف تزيل تفاصيل قالب الألومنيوم بسرعة كبيرة. إذا كان يجب عليك استخدام أدوات ناعمة للمواد الكاشطة، فتوقع أن يكون عمر الأداة قصيرًا جدًا (غالبًا أقل من 500 جزء).
س: ما هو الفرق في المهلة الزمنية ؟
ج: غالبًا ما يمكن تصنيع الأدوات الناعمة وتجهيزها للطلقة الأولى (T1) خلال أسبوع أو أسبوعين. تتطلب الأدوات الصلبة عادة من 4 إلى 8 أسابيع بسبب المعالجة الحرارية، وEDM (تصنيع التفريغ الكهربائي)، ووقت التلميع.
س: هل تؤثر مادة الأدوات على جودة الجزء البلاستيكي؟
ج: من حيث الأبعاد، لا، فكلاهما يمكن أن ينتج أجزاء دقيقة. ومع ذلك، فيما يتعلق باللمسة النهائية، يلزم استخدام أدوات صلبة للحصول على تشطيبات عالية اللمعان وواضحة بصريًا. تعتبر الأدوات الناعمة أكثر ملاءمة للتشطيبات غير اللامعة أو المزخرفة.
مسرد المصطلحات الرئيسية
- تجويف: الجانب المقعر من القالب الذي يشكل السطح الخارجي للجزء (غالبًا ما يسمى "الجانب A").
- الأساسية: الجانب المحدب من القالب الذي يشكل السطح الداخلي والتفاصيل الهيكلية (يُسمى غالبًا "الجانب B").
- EDM (تصنيع التفريغ الكهربائي): عملية تستخدم في الأدوات الصلبة حيث يقوم قطب كهربائي مشحون بحرق شكل من الفولاذ المتصلب الذي لا يمكن قطعه بواسطة المثاقب التقليدية.
- فلاش: عيب حيث يتسرب البلاستيك الزائد من خط فراق القالب. يحدث هذا بشكل متكرر عندما تبدأ الأدوات الناعمة في التآكل.
- المعالجة الحرارية: عملية تسخين وتبريد الفولاذ لتغيير خصائصه الفيزيائية، مما يجعله أكثر صلابة وأكثر متانة (ضروري للأدوات الصلبة).
- طلقة: دورة واحدة لآلة التشكيل بالحقن.
- T1: عينات "الاختبار 1" - الأجزاء الأولى التي يتم إنتاجها بواسطة قالب جديد للتحقق من التصميم.

