
في العالم الديناميكي للتصنيع ، دفع الطلب على المنتجات المتفوقة وظيفيًا ومرضًا جمالياً ابتكارًا كبيرًا. يجب أن تجمع المكونات الحديثة في كثير من الأحيان بين مواد متعددة - بلاستيك صلبة للهيكل ، أو المطاطية الناعمة للقبضة ، أو لونين مختلفين للعلامة التجارية - مع تصميم واحد سلس. في حين أن الطرق التقليدية تعتمد على خطوات الإنتاج والتجميع المنفصلة ، فقد ظهر حل أكثر تقدماً لتبسيط هذه العملية: صب حقن 2 طلقة.
مقدمة في صب حقن 2 طلقة
ما هو صبتين حقن 2 طلقة؟
في جوهره ، 2 طلقة الحقن صب (المعروفة أيضًا باسم صبتين من طلقة) هي عملية تصنيع متخصصة للغاية تنتج مكونًا واحدًا نهائيًا من مادة مختلفة في دورة صب واحدة مستمرة. على عكس الطرق التقليدية حيث يتم تشكيل أجزاء متعددة بشكل منفصل ثم تجميعها ، يجمع صب 2 طلقة بين هذه الخطوات في عملية واحدة فعالة. هذه العملية مفيدة في إنشاء أجزاء ذات هندسة معقدة ، والأختام المتكاملة ، والجماليات متعددة الألوان ، والوظائف المحسنة دون الحاجة إلى التجميع الثانوي.
المرادفات: صب متعدد الرموز وتفوق
بينما تستخدم في كثير من الأحيان بالتبادل ، فإن المصطلحات صب متعددة و مفرط لها معاني مميزة مهمة لفهمها.
-
صب متعدد الرموز: هذه فئة واسعة منها صب 2 طلقة هو الشكل الأكثر شيوعا. يشير إلى أي عملية صب الحقن التي تستخدم حقن منفصلة أو أكثر من مواد مختلفة في نفس القالب لإنشاء جزء واحد. ستقع عملية 3 طلقة أو 4 طلقات أيضًا تحت هذه المظلة.
-
التفوق: هذه تقنية محددة حيث يتم حقن مادة ثانية على جزء موجود مسبقًا ("الركيزة"). على الرغم من أن صبتين من طلقة هو نوع من التعبير الزائد ، يمكن أن يصف المصطلح أيضًا العمليات التي تم فيها إجراء جزء الركيزة بشكل منفصل ثم يتم وضعه يدويًا أو روبوتيًا في قالب ثانٍ لخطوة الإفراط في الإفراط. الفرق الرئيسي هو أنه في عملية حقيقية 2 طلقة ، يتم تشكيل كلتا المادتين بالتتابع داخل نفس دورة الماكينة ، دون أن يترك الجزء من الجهاز.
المبدأ الأساسي ونظرة عامة على العملية
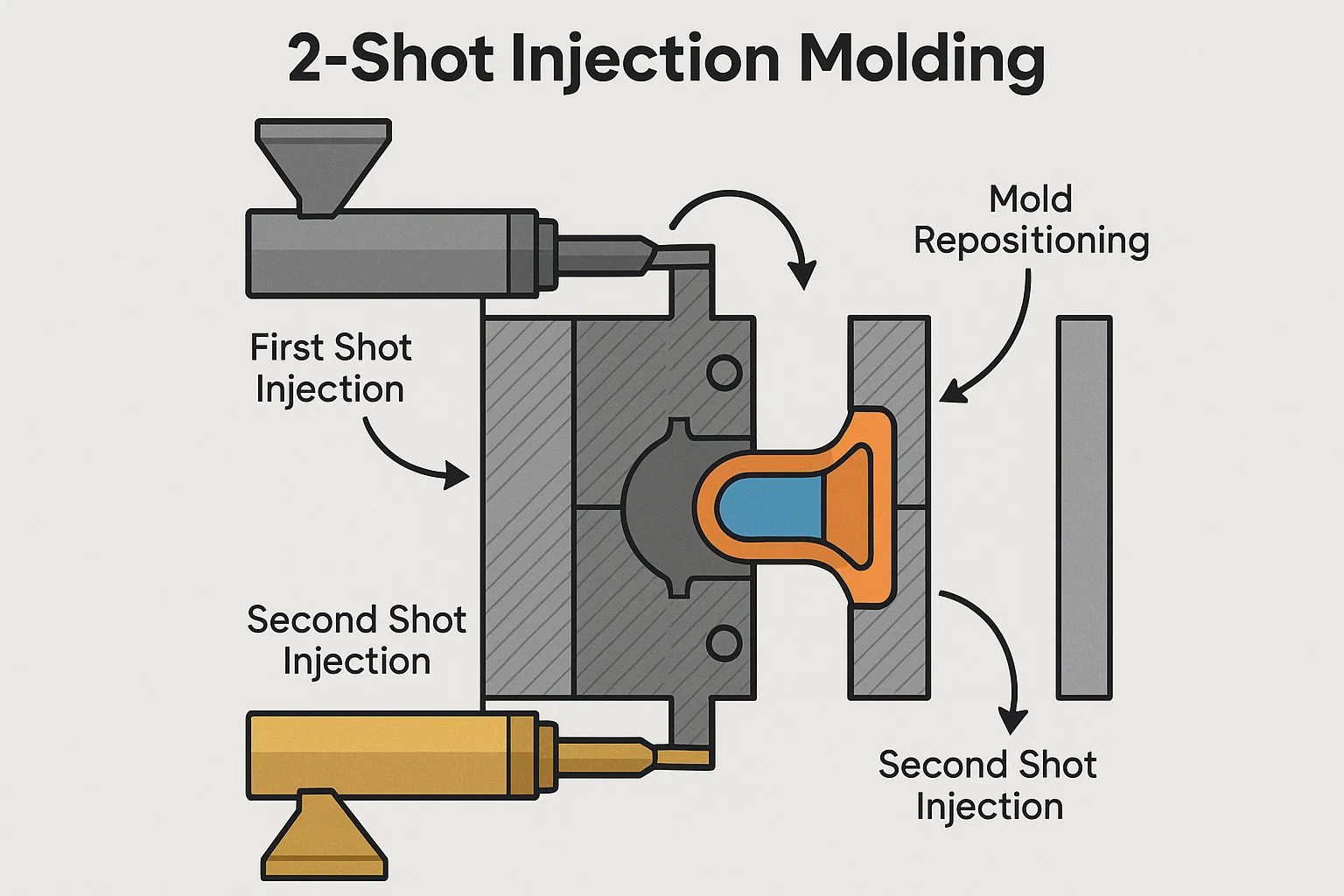
المبدأ الأساسي لقولبة حقن 2 طلقة هو الحقن المتسلسل لمازتين في قالب مصمم خصيصا. تتبع العملية بشكل عام هذه الخطوات الرئيسية:
-
حقن الطلقة الأولى: يتم حقن المادة الأولى (في كثير من الأحيان بلاستيك جامد) في التجويف الأساسي للقالب.
-
إعادة وضع العفن: ثم يفتح القالب ، ويقوم بلاتين أو جوهر بالتدوير أو ينقل الجزء الأول الذي تم تشكيله حديثًا إلى تجويف ثانٍ.
-
حقن اللقطة الثانية: يتم حقن المادة الثانية (غالبًا ما تكون بلاستيكية أكثر ليونة أو لونًا مختلفًا) في التجويف الجديد ، تتدفق والترابط مع الجزء الأول.
-
طرد: بمجرد أن تبرد المادة الثانية وتصلبها ، يتم إخراج الجزء النهائي متعدد المواد من القالب.
ينتج عن هذا التكامل السلس للمواد رابطة عالية الجودة ودائمة ومنتج نهائي جاهز للاستخدام ، والقضاء على العمالة وإمكانية الخطأ المرتبط بالتجميع التقليدي.
التاريخ والتطور
تتبع أصول صب 2 طلقة إلى منتصف القرن العشرين ، مدفوعة بالحاجة إلى إنشاء منتجات بلاستيكية أكثر تطوراً. كانت الأساليب المبكرة في كثير من الأحيان خامًا ومحدودًا بقدرات كل من المواد والآلات. بدأ التطور الحقيقي للعملية بتطوير آلات صب الحقن المتخصصة التي تتميز بتقنيات الدوران والتقنيات الأساسية. هذه التطورات ، إلى جانب الابتكارات المستمرة في علوم البوليمر التي أدخلت مجموعة واسعة من المواد المتوافقة ، حولت صبتين من طلقة من تقنية متخصصة إلى حل تصنيع لا غنى عنه على نطاق واسع لعدد لا غنى عن الصناعات اليوم.
فوائد صب حقن 2 طلقة
الاختيار الاستراتيجي لتوظيف صبتين حقن 2 طلقة يتجاوز مجرد التطور التقني ؛ يقدم مجموعة من الفوائد الملموسة التي يمكن أن تؤثر بشكل كبير على أداء المنتج وفعالية التكلفة وجاذبية السوق. من خلال دمج خطوتين تصنيعين منفصلين في عملية واحدة غير سلسة ، يحل صب 2 طلقة العديد من التحديات المرتبطة بالمنتجات متعددة المكونات.
تحسين وظائف المنتج
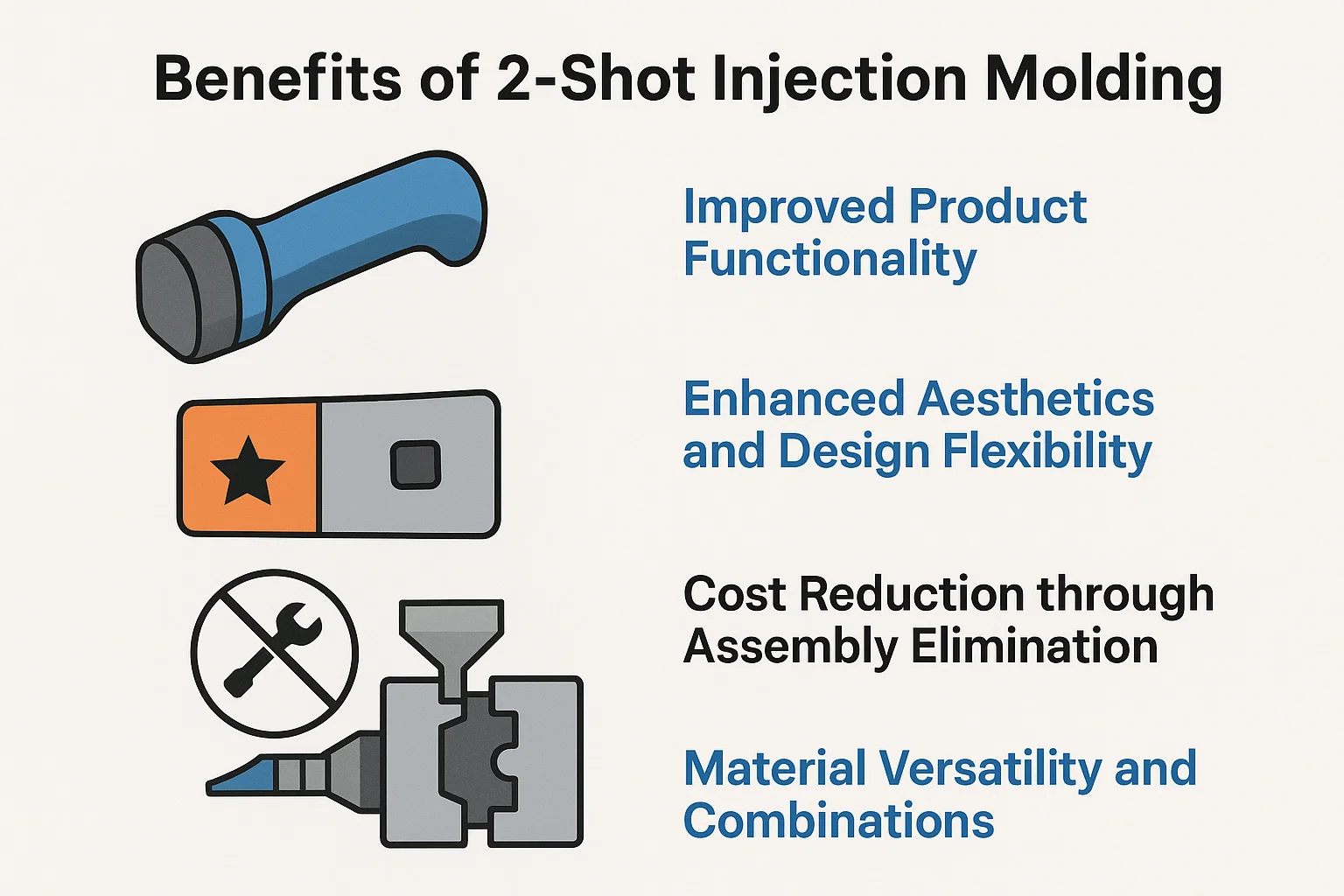
واحدة من أهم مزايا صب 2 طلقة هي قدرتها على تعزيز وظيفة المنتج من خلال الجمع بين المواد وخصائص مختلفة. على سبيل المثال ، يمكن أن تشكل اللوال الحرارية الصلبة الجسم الهيكلي للمنتج ، في حين أن مرنة اللدائن الحرارية الناعمة (TPE) تتفوق عليها لإنشاء قبضة مريحة وغير انزلاقية. هذه التقنية ضرورية لأدوات الطاقة والإلكترونيات الاستهلاكية والأدوات الطبية التي تكون فيها بيئة العمل والشعور باللمس أمرًا بالغ الأهمية. علاوة على ذلك ، فإن العملية مثالية لإنشاء أختام متكاملة وحشيات ومفصلات حية ، والتي تعمل على تحسين المتانة للمنتج ، وعزل المياه ، والأداء العام دون الحاجة إلى مكونات منفصلة قد تفشل بمرور الوقت.
تعزيز الجماليات ومرونة التصميم
يوفر صب 2-Shot مرونة في التصميم لا مثيل لها ، مما يسمح للمهندسين والمصممين بتحقيق منتجات أكثر تعقيدًا وجذابة بصريًا. عن طريق حقن مادتين مختلفتين بلون في نفس القالب ، يمكن أن تخلق العملية شعارات أو العلامات التجارية أو الميزات المرمزة بالألوان المرتبطة بشكل دائم بالجزء. هذا يلغي الحاجة إلى الطلاء أو طباعة وسادة أو وضع العلامات ، والتي يمكن أن تتلاشى أو رقاقة. إن القدرة على إنشاء قوام مختلفة على سطح واحد - مثل الانتهاء اللامع السلس بجوار قبضة غير لامعة - ترفع أيضًا جودة المنتج المتصورة والقيمة الجمالية.
تخفيض التكلفة من خلال القضاء على التجميع
ربما تكون الحالة التجارية الأكثر إقناعًا لقولبة 2 طلقة هي تخفيض التكاليف الكبير الذي تم تحقيقه من خلال القضاء على التجميع الثانوي. يتطلب التصنيع التقليدي لجزء من المواد المكونة من مكونين قطعتين منفصلتين ثم ينضم إليهم يدويًا أو آليًا باستخدام المواد اللاصقة أو البراغي أو السحابات الأخرى. تضيف هذه العملية متعددة الخطوات تكاليف العمالة الكبيرة ، وتتطلب معدات إضافية ، وتزيد من خطر أخطاء التجميع. من خلال إنتاج جزء نهائي متعدد المواد في دورة صب واحدة ، يتخطى صبتين من هذه النفقات ، مما يؤدي إلى خط إنتاج أصغر وتكاليف أقل لكل وحدة.
براعة المواد والمجموعات
يفتح صب 2-Shot عالمًا شاسعًا من مجموعات المواد ، مما يسمح للمهندسين باختيار الخصائص المثالية لكل جزء من المكون. هذه العملية لا تقتصر على البلاستيك الصارم وقبضة ناعمة. يمكن أن يجمع بين اثنين من المواد البلاستيكية الصلبة المختلفة ، أو بلاستيك شفاف مع واحد غير شفاف ، أو لدقية حرارية مع مادة حرارية. يسمح هذا التنوع بإنشاء أجزاء ذات جوهر قوي وصارم وخارجي متين ومرن أو مكونات ذات عزل كهربائي وخصائص الموصلية الحرارية. المفتاح هو اختيار المواد المتوافقة كيميائيًا وحراريًا لضمان رابطة قوية وموثوقة.
زيادة كفاءة الإنتاج
من خلال دمج خطوات متعددة في عملية واحدة ، يزيد صب حقن 2 طلقة بشكل كبير من كفاءة الإنتاج الكلية. تتم إزالة الخطوات التي تستغرق وقتًا طويلاً وغالبًا ما تكون كثيفة العمالة من التجميع أو المعالجة أو الانتظار حتى تجف تمامًا من تدفق التصنيع. ينتج عن هذا وقت دورة أسرع من المواد الخام إلى منتج نهائي قابل للبيع. تتطلب العملية المبسطة عددًا أقل من الآلات ، ومساحة أرضية أقل ، وقوى عاملة أصغر ، وكلها تسهم في عملية تصنيع أكثر كفاءة ومربحة.
عملية صب الحقن 2 طلقة
إن فهم الميكانيكا المعقدة لقولبة 2 طلقة هو مفتاح تقدير كفاءتها ودقتها. على الرغم من أن العملية قد تبدو معقدة ، إلا أنها سلسلة من الأحداث التي يتم التحكم فيها للغاية والتي تؤدي إلى جزء واحد متكامل تمامًا. فيما يلي انهيار مفصل لعملية خطوة بخطوة والتقنيات الأساسية المستخدمة لتحقيق ذلك.
شرح مفصل خطوة بخطوة
تبدأ رحلة جزء مقولبة من طلقة 2 طلقة مع وحدتين منفصلتين لحقن تغذي مواد مختلفة في قالب واحد متخصص. تتكشف العملية كدورة متزامنة:
-
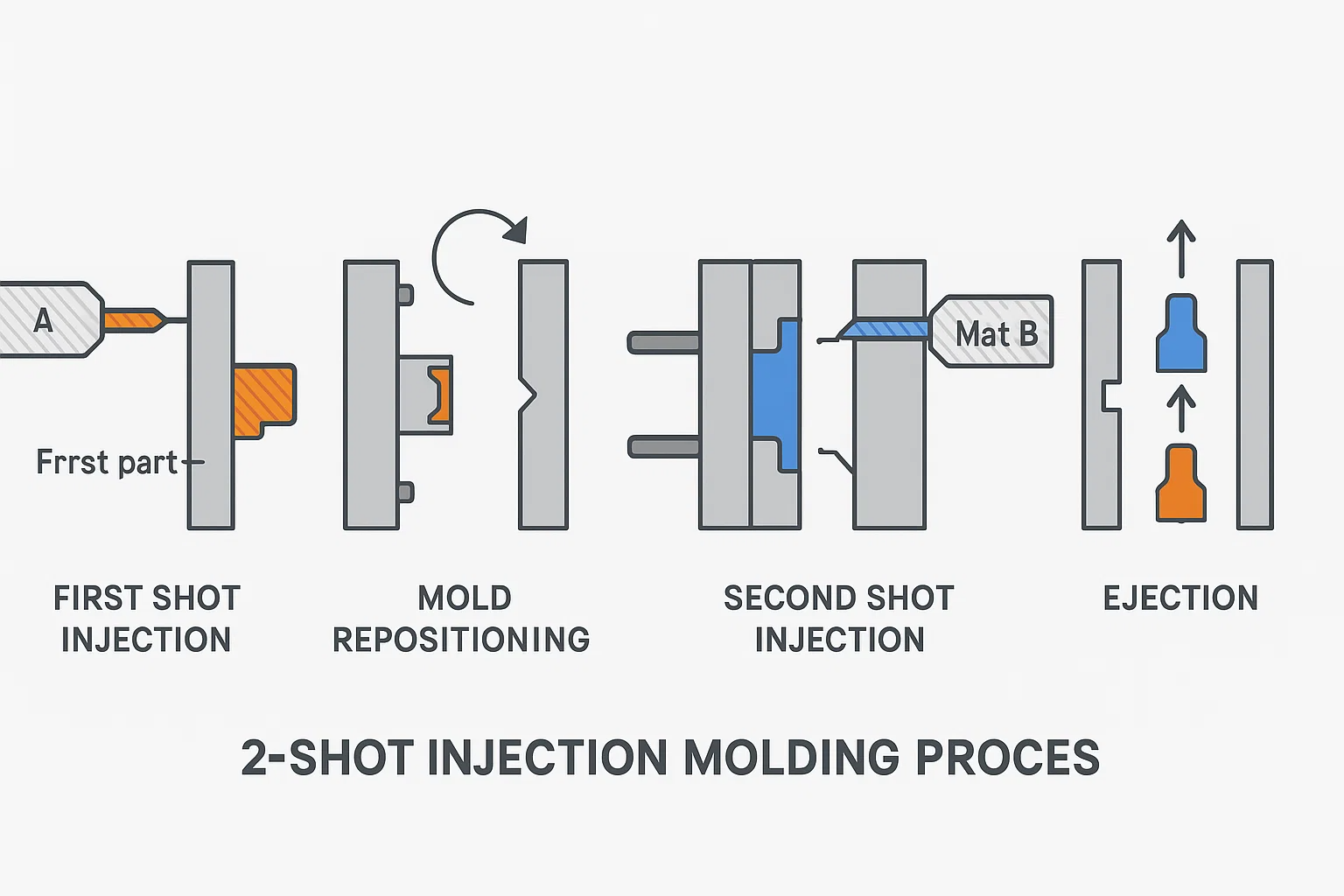
حقن الطلقة الأولى: تبدأ العملية بحقن المادة الأولى ، وغالبًا ما تكون لدن بالحرارة صلبة (المادة A) ، في تجويف القالب الأول. هذا التجويف يشكل جوهرًا أو الركيزة من الجزء الأخير. بمجرد حقن المادة ومرت وقت تبريد كافٍ ، يتم ترسيخ الجزء الأول.
-
إعادة وضع العفن: هذه هي المرحلة الأكثر أهمية في الدورة. يفتح القالب ، ويعيد تحديد موقع آلية الدقة الجزء الأول. يتم ذلك عادةً بإحدى طريقتين: إما أن بلاتين دوار القالب يتحول إلى 180 درجة ، أو ينقل الجزء المكوك الجزء. المفتاح هو نقل مكون الطلقة الأولى إلى التجويف الثاني الفارغ ، والذي تم تصميمه لاستلامه. في نفس الوقت ، يتم تقديم التجويف الأول إلى وحدة الحقن الأولى مرة أخرى لبدء دورة جديدة.
-
حقن اللقطة الثانية: مع الجزء الأول الآن بشكل آمن في التجويف الثاني ، يغلق القالب مرة أخرى. ثم تقوم وحدة الحقن الثانية بحقن المادة الثانية (المادة B) ، وغالبًا ما تكون لونًا مختلفًا ، أو مطعمًا أكثر ليونة ، أو بوليمرًا متوافقًا آخر ، في المساحة المحيطة بالجزء الأول. ترتبط المواد الجديدة بالجزء الأول ، إما كيميائيًا أو ميكانيكيًا ، مما يؤدي إلى إنشاء المكون المتكامل النهائي.
-
طرد: بعد تبريد المادة الثانية وتصلبها ، يفتح القالب للمرة الأخيرة. نظام طرد ، عادةً ما يدفع ، الجزء المكتوب ، من بين المادة خارج القالب. الدورة كاملة ، والجهاز جاهز لبدء واحدة جديدة.
أنواع تقنيات صب 2 طلقة
على الرغم من أن عملية خطوة بخطوة هي نفسها بشكل أساسي ، فإن الشركات المصنعة تستخدم تكوينات مختلفة من الآلات والعفن لتحقيق النتيجة المرجوة. التقنيات الثلاثة الأكثر شيوعًا هي:
-
صب الطاولة الدوارة: هذه هي الطريقة الأكثر انتشارًا والكفاءة. تم تجهيز بلاتين الماكينة بجدول دوار يحمل القالب. يتم تصنيع اللقطة الأولى على جانب واحد من القالب. ثم تدور Platen ، مع محاذاة الجزء الأول مع وحدة الحقن الثانية بينما يتم تشكيل جزء جديد من اللقطة الأولى في وقت واحد على الجانب الآخر. هذا الإنتاج المتزامن يقلل بشكل كبير من وقت الدورة وهو مثالي للتصنيع عالي الحجم.
-
صب الخلفية الأساسية: تستخدم هذه التقنية قلبًا منزلقًا أو إدراجًا متحركًا داخل قالب واحد. بعد حقن اللقطة الأولى ، ينزلق الأساسي لإنشاء مساحة للمادة الثانية. ثم يتم حقن المادة الثانية في هذا التجويف الذي تم تشكيله حديثًا. غالبًا ما يتم استخدام هذه الطريقة لأجزاء ذات تفاصيل معقدة ، مثل المفصلات الحية المتكاملة أو المكونات الصغيرة جدًا ، حيث لا يكون التعقيد الميكانيكي للجدول الدوار ممكنًا.
-
نقل القولبة: في هذه الطريقة ، يتم حقن الجزء الأول في قالب واحد ، ويقوم نظام النقل الآلي أو نظام النقل الميكانيكي بنقل الجزء فعليًا إلى قالب ثانٍ منفصل على نفس الجهاز. تعد هذه التقنية أقل شيوعًا لتطبيقات 2-shot القياسية ، ولكنها يمكن أن تكون مفيدة عندما تتطلب القوالب قوى تم تثبيت مختلفة أو إذا كانت هناك حاجة إلى إجراء لقطتين على آلات منفصلة.
المواد المستخدمة في صب حقن 2 طلقة
يتوقف نجاح أي مشروع صب حقن 2 طلقة على الاختيار الدقيق للمواد. يجب ألا يفي البوليمران بالمتطلبات الوظيفية والجمالية للمنتج النهائي فحسب ، بل يتوافقان أيضًا مع بعضهما البعض لتشكيل رابطة قوية ودائمة. يستكشف هذا القسم أنواع مجموعات المواد والمعايير الحرجة لاختيارها.
مجموعات مواد متوافقة
يتم تعريف براعة صب 2 طلقة من خلال مجموعة واسعة من أزواج المواد التي يمكنه التعامل معها. عادة ما يتم تصنيف هذه المجموعات بناءً على خصائص المواد المستخدمة:
-
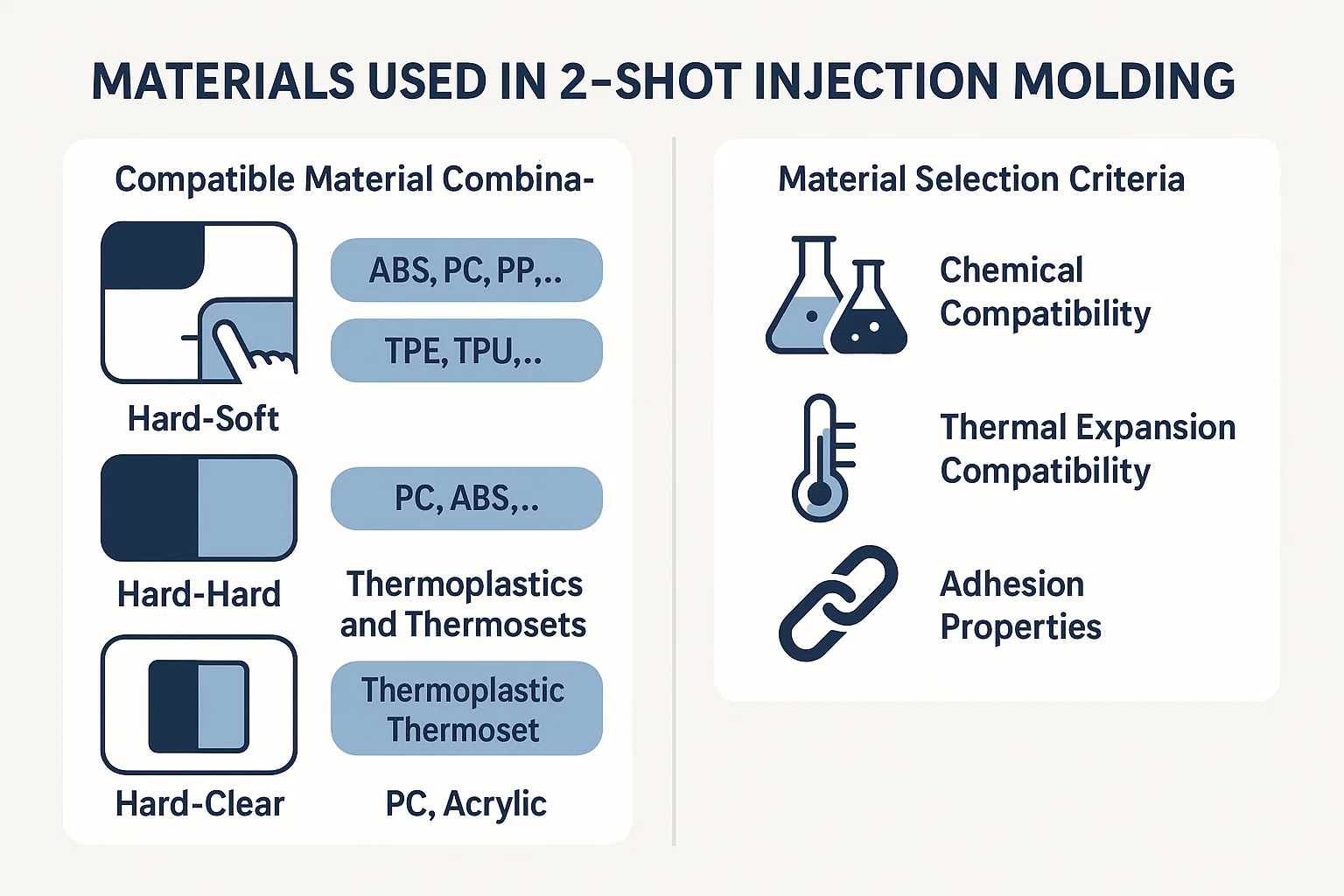
مجموعات شديدة النعومة: هذا هو التطبيق الأكثر شيوعًا لقولبة 2 طلقة ، حيث يتم دمج مادة قاعدة صلبة مع مادة ناعمة ومرنة. المادة الصلبة (على سبيل المثال ، ABS ، polycarbonate (الكمبيوتر الشخصي) ، نايلون ، polypropylene (pp) ) يوفر السلامة الهيكلية ، في حين أن المادة اللينة (على سبيل المثال ، المرنة المرنة الحرارية (TPEs) أو البولي يوريثان بالحرارة (TPUs) ) يوفر قبضة مريحة ، أو ختم مقاوم للماء ، أو سطح ملمس ناعم. هذا مثالي للمنتجات مثل مقابض أدوات الطاقة ، ومسيحة فرشاة الأسنان ، والأدوات الطبية.
-
مجموعات صعبة: هذا المزيج ينطوي على اثنين من المواد البلاستيكية الصلبة المختلفة. قد يتم ذلك لدمج خصائص محددة ، مثل صب قوي البولي كربونات (PC) قاعدة مع أكثر مقاومة كيميائيا acrylonitrile butadiene styrene (ABS) الخارج. يستخدم هذا أيضًا لدمج لونين مختلفين من نفس المادة للعلامة التجارية أو الأغراض الجمالية ، مثل قطعة أسود وأبيض من ABS لزر لوحة التحكم.
-
البلاستيك الحراري والحرارة: على الرغم من أنه أقل شيوعًا ، إلا أن بعض التطبيقات المتخصصة يمكن أن تتضمن إقران البلاستيك الحراري مع الحرارية أو المرنة. هذه عملية معقدة تتطلب التحكم الدقيق في درجة الحرارة والضغط ، حيث تعالج الحرارية بشكل لا رجعة فيه عند التسخين.
-
مجموعات متضربة صعبة: يتم استخدام هذا لإنشاء أجزاء مع نوافذ متكاملة أو أنابيب الضوء أو شاشات العرض ، مثل حالة الهاتف الذكي مع منفذ واضح لعدسة الكاميرا. مواد مثل الأكريليك أو البولي كربونات (PC) غالبًا ما تستخدم للمكون الواضح بسبب وضوحها البصري ومتانة.
معايير اختيار المواد
يتضمن اختيار المواد المناسبة لمشروع 2 طلقة تقييمًا دقيقًا للعديد من الخصائص الرئيسية. يعتمد نجاح الرابطة وسلامة الجزء النهائي على هذه العوامل:
-
التوافق الكيميائي: هذا هو العامل الأكثر أهمية. لكي تتشكل رابطة قوية ودائمة ، يجب أن يكون البوليمران متوافقان كيميائيًا ، مما يسمح جزيئاتهما بتكوين واجهة لاصقة. البوليمرات ذات التركيبات الكيميائية المماثلة أو تلك الموجودة في نفس عائلة البوليمر (على سبيل المثال ، الكمبيوتر الشخصي و ABS) في كثير من الأحيان بشكل جيد. وعلى العكس من ذلك ، فإن المواد من عائلات مختلفة (على سبيل المثال ، بوليمر غير متبلور مثل الكمبيوتر الشخصي والبوليمر البلوري مثل PP) غالباً ما يكون للالتصاق الكيميائي السيئ ، مما يؤدي إلى التخلص من التلقيح.
-
توافق التوسع الحراري: يجب أن يكون للمادة معاملات مماثلة للتوسع الحراري ومعدلات الانكماش المماثلة. كما يبرد الجزء النهائي في القالب ، ستتقلص كل مادة. إذا كانت معدلات الانكماش مختلفة اختلافًا كبيرًا ، فقد تسبب ضغوطًا داخلية ، مما يؤدي إلى تشويه أو تكسير أو رابطة ضعيفة في الواجهة. يعد اختيار المواد الدقيقة وتصميم العفن أمرًا ضروريًا للتعويض عن هذه الاختلافات.
-
خصائص الالتصاق: يمكن أن تكون الرابطة بين المادتين إما كيميائية أو ميكانيكية. أ الرابطة الكيميائية هو اتصال جزيئي مباشر تم تشكيله في الواجهة. أ الرابطة الميكانيكية يتم إنشاؤه عندما تتدفق المادة الثانية إلى عمليات تقويض أو أضلاع أو ميزات أخرى مصبوبة في الجزء الأول ، مما يخلق تعشيقًا ماديًا. غالبًا ما تستفيد أفضل تصميمات 2 طلقة من التصاق الكيميائي والميكانيكي لضمان أقوى رابطة ممكنة ، حتى تحت الضغط. يجب أن يأخذ اختيار المواد في الاعتبار مدى جودة الالتزام بالبوليمرات في ظل ظروف المعالجة المحددة.
اعتبارات تصميم العفن لصفائح 2 طلقة
يرتبط نجاح مشروع صب حقن 2 طلقة ارتباطًا جوهريًا بدقة وتعقيد تصميم القالب. القالب هو المكون الرئيسي للعملية ، وهندسته تملي جودة المنتج والنزاهة والجمال النهائي للمنتج. يعد تصميم قالب 2 طلقة أكثر تعقيدًا من تصميم قالب طلقة واحدة ، حيث يجب أن يكون بمثابة قوالب في واحد ، مما يستوعب عمليتين منفصلتين.
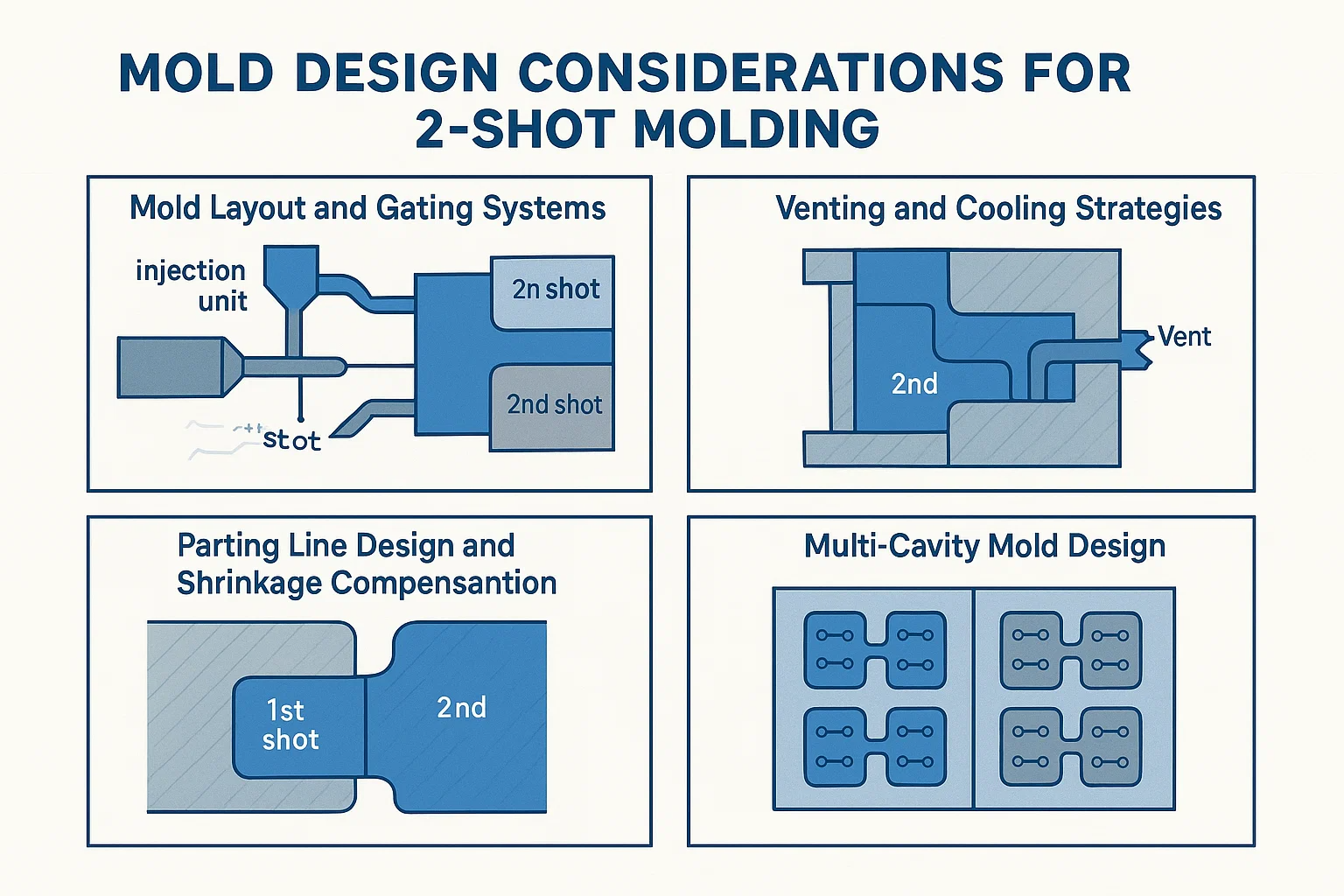
أنظمة تخطيط العفن وأنظمة البوابات
يجب وضع قالب 2 طلقة لاحتواء مجموعتين متميزتين من التجاويف: واحدة للطلقة الأولى والآخر للثانية. ال نظام البوابات - القنوات التي توجه البلاستيك المنصهر إلى التجاويف - هي جزء حاسم من هذا التصميم. هناك نظامان منفصلان للبوابات ، كل تغذية من وحدة الحقن الخاصة بها. يجب أن يضمن التصميم توجيه كل مادة إلى تجويفها المقصود دون تلوث متقاطع.
-
ال بوابة الطلقة الأولى يوجه المادة الأولية إلى تجويفها.
-
ال بوابة الطلقة الثانية يتم وضعه للسماح للمادة الثانية بالتدفق فوق أو حول الجزء الأول. يجب وضع نظام البوابات هذا بعناية لمنع تلف اللقطة الأولى الموجودة مسبقًا ولضمان ملء كامل وموحدة لتجويف اللقطة الثانية.
استراتيجيات التنفيس والتبريد
فعال تنفيس أمر بالغ الأهمية في كل صب الحقن ، لكنه يصبح أكثر أهمية في صب 2 طلقة. نظرًا لأن المادة الثانية يتم حقنها حول الجزء الأول ، يمكن أن يصبح الهواء محاصراً بسهولة في جيوب صغيرة ، مما يؤدي إلى عيوب مثل علامات الحرق أو اللقطات القصيرة أو الروابط غير المكتملة. يجب أن يشمل تصميم القالب فتحات التهوية في وضع استراتيجي للسماح لهذا الهواء بالهروب.
تصميم جيد نظام التبريد هو أيضا ضروري للحفاظ على جودة الجزء وتحسين وقت الدورة. في قالب 2 طلقة ، يجب تصميم قنوات التبريد لتبريد الجزء الأول بما فيه الكفاية قبل حقن اللقطة الثانية. إذا كان الجزء الأول ساخنًا جدًا ، يمكن أن تشوه اللقطة الثانية أو تذوبها. يضمن التبريد الصحيح درجة حرارة موحدة عبر القالب ، وهو أمر حيوي للاستقرار الأبعاد ومنع العيوب مثل التزييف.
تصميم خط الفراق وتعويض الانكماش
ال خط الفراق حيث يجتمع نصفي القالب. بالنسبة لقولبة 2 طلقة ، يجب تصميم هذا الخط بدقة لضمان ختم ضيق في مرحلتين مختلفتين. يجب أن يتم إغلاق خط الفراق لتجويف اللقطة الثانية ضد الجزء الأول لمنع تدفق المادة الثانية إلى مناطق غير مرغوب فيها. هذا يتطلب دقة استثنائية لتجنب الوميض (تسرب المواد من القالب).
تعويض انكماش هو تحد كبير آخر. جميع المواد البلاستيكية تتقلص لأنها تبرد ، ولكن المادتين المختلفين المستخدمة في جزء من طلقة 2 طلقة سيكون لها معدلات انكماش مختلفة. يجب أن يفسر مصمم العفن هذا الانكماش التفاضلي. إذا لم يتم تعويضه بشكل صحيح ، يمكن للجزء النهائي أن يواجه التزييف أو الإجهاد الداخلي أو التفريغ ، مما يؤدي إلى رابطة ضعيفة ومنتج معيب.
تصميم العفن متعدد التجويف
بالنسبة للإنتاج ذو الحجم العالي ، يمكن تصميم قوالب 2 طلقة مع تجاويف متعددة لإنتاج عدة أجزاء لكل دورة. هذا يزيد بشكل كبير من الكفاءة ولكنه يضيف أيضًا طبقة من التعقيد لتصميم القالب. يجب أن تكون أنظمة العداء لكلتا الطلقات متوازنة بدقة لضمان امتلاء جميع التجاويف بالتساوي وفي وقت واحد. هذا يمنع الاختلافات في جودة جزء من تجويف إلى آخر. على الرغم من أن قالب متعدد الأطوار متعدد الأطوار عن تكلفة أولية أعلى بكثير ، فإن التوفير على المدى الطويل في وقت الإنتاج والعمالة يجعله حلاً فعالًا من حيث التكلفة للتصنيع الشامل.
تطبيقات صب حقن 2 طلقة
مزيج فريد من الوظائف ، والجماليات ، والكفاءة التي توفرها صب حقن 2 طلقة تجعلها طريقة تصنيع مفضلة عبر مجموعة واسعة من الصناعات. لقد حلت قدرتها على إنشاء جزء واحد متعدد المواد في دورة واحدة تحديات التصميم والتجميع المعقدة ، مما يؤدي إلى تعزيز جودة المنتج وأداءه في القطاعات التالية.
صناعة السيارات
يعتمد قطاع السيارات اعتمادًا كبيرًا على صبتين للمكونات الداخلية والخارجية. يتم استخدامه لإنشاء أجزاء متينة وملموسة.
-
المكونات الداخلية: من الشائع العثور أزرار لوحة القيادة ، فتحات التهوية ، ومقابض تحول العتاد. يوفر البلاستيك الصلب بنية صلبة ونقاط التثبيت ، في حين أن المطاط اللامع الناعم يخلق شعورًا متميزًا وقبضة مريحة ، مما يقلل من الضوضاء والاهتزاز.
-
المكونات الخارجية: للأجزاء الخارجية ، يتم استخدام صب 2 طلقة المصابيح الأمامية والمصابيح الخلفية مع أختام محكمة الغلق المتكاملة. كما أنه يستخدم لإنشاء مجموعات مرآة جانبية معقدة أو تصميمات مصبغة معقدة تجمع بين لونين مختلفين أو تشطيبات.
الأجهزة الطبية
في المجال الطبي ، تعتبر الدقة والنظافة والموثوقية أمرًا بالغ الأهمية. يعتبر صب 2-Shot ضروريًا لإنتاج الأجهزة عالية الجودة ، المعقمة ، والوظيفية.
-
الأدوات الجراحية: مقابض العديد من الأدوات والأدوات الجراحية مقولبة 2 طلقة. يوفر البوليمر الصلب نواة قوية قابلة للتجول ، في حين أن قبضة مريحة ناعمة ، تعمل على تحسين سيطرة الجراح ويقلل من التعب اليدوي.
-
أنظمة توصيل الأدوية: المحاقن غالبًا ما تستخدم أجهزة الاستنشاق ، وأجهزة توصيل الأدوية الأخرى صب 2 طلقة لإنشاء الأختام المتكاملة والحشيات ، التأكد من أن المحتويات تظل معقمة وأن الجهاز يعمل بشكل صحيح دون تسرب.
المنتجات الاستهلاكية
من الأدوات المنزلية إلى الإلكترونيات الشخصية ، يعزز صب 2 طلقة تجربة المستخدم من خلال تحسين بيئة العمل والمتانة.
-
أدوات الطاقة: هذا تطبيق كلاسيكي. تتميز مقابض أداة الطاقة بهيكل هيكلي جامد ، عادة ما يكون مصنوعًا من nylon أو PC ، مبالغ فيه مع أ TPE أو TPU سيطرة. يوفر هذا سطحًا مريحًا وغير انزلاق مقاوم للتأثير والمواد الكيميائية.
-
حالات الهاتف المحمول: العديد من الحالات الهاتفية المتطورة مقولبة من طلقة ، تجمع بين هيكل عظمي من البولي الكربونات الصارمة للحماية الهيكلية مع مصد TPU ممتص الصدمة للحراسة من القطرات.
الإلكترونيات
تتطلب الإلكترونيات أجزاء دقيقة ، وغالبًا ما تكون مع ميزات مدمجة أو ميزات عن طريق اللمس المعقدة.
-
الموصلات: يتم استخدام صب 2 لطيئة لإنشاء موصلات مختومة وتخفيف سلالة متكامل على الكابلات ، مما يجعلها مقاومة للماء وأكثر متانة.
-
أزرار: إنها عملية رئيسية لصنعها أزرار التحكم عن بعد و مفاتيح لوحة المفاتيح . يوفر النواة الداخلية الصلبة إحساسًا قويًا ، بينما يتم استخدام مادة ناعمة أو واضحة للسطح العلوي ، مما يتيح الشعور باللمس أو الإضاءة الخلفية.
التغليف
في صناعة التغليف ، يتم استخدام صبتين لإنشاء حاويات وإغلاق وظيفية وجذابة.
-
الإغلاق: العديد من أغطية الزجاجة والإغلاق مقولبة 2 طلقة مع ختم متكامل . يشكل البلاستيك الصلب الغطاء ، في حين أن المطاط اللامع الناعم في الداخل يخلق ختم محكم الإغلاق دون الحاجة إلى حشية أو بطانة منفصلة.
-
الحاويات: يتم استخدامه للحاويات المتخصصة التي تتطلب كلاً من بنية صلبة وغطاء أو ختم مرن أو ختم.
مزايا وعيوب صب حقن 2 طلقة
مثل أي تقنية تصنيع متقدمة ، يوفر صب حقن 2 طلقة مجموعة فريدة من الفوائد والعيوب. يعد الفهم الواضح لهذه المفاضلات ضروريًا لتحديد ما إذا كانت العملية هي المناسبة المناسبة لمنتج معين.
المزايا
-
انخفاض تكاليف التجميع: واحدة من أكبر المزايا هي القضاء على الجمعية الثانوية. من خلال إنتاج جزء نهائي ومتعدد المواد في دورة صب واحدة ، تزيل العملية الحاجة إلى العمالة اليدوية أو المواد اللاصقة أو البراغي أو السحابات الأخرى ، مما يؤدي إلى وفورات كبيرة ووقت.
-
تحسين جودة المنتج: تؤدي الطبيعة المتكاملة لقولبة 2 طلقة إلى منتج متفوق. الرابطة الجزيئية أو الميكانيكية التي تم إنشاؤها بين المادتين أقوى وأكثر متانة من المفصل التقليدي المجمع ، مما يلغي خطر أن تصبح الأجزاء فضفاضة أو تهز مع مرور الوقت.
-
إمكانيات التصميم المعززة: تسمح العملية بتصميمات إبداعية ومعقدة غير ممكنة مع صب طلقة واحدة. يمكن للمصممين أن يجمعوا بين الألوان والأنسجة وخصائص المواد المختلفة (على سبيل المثال ، هيكل هيكلي جامد مع قبضة ناعمة ، مريحة) في مكون واحد سلس.
-
أفضل قبضة وبيئة العمل: بالنسبة للمنتجات الاستهلاكية والطبية والصناعية ، فإن القدرة على الإفراط في إفراط في مرنك ناعم ومسلم على سطح بلاستيكي صلبة هي فائدة رئيسية. هذا يحسن قبضة المستخدم ، ويعزز الراحة ، ويمكن أن يوفر مستوى من الأمان غير قابل للتحقيق مع مادة واحدة.
عيوب
-
ارتفاع تكلفة العفن الأولية: أهم عيب هو التكلفة المقدمة من القالب. يعتبر قالب 2 طلقة أكثر تعقيدًا بكثير من القالب القياسي ، ويتميز بتجاويف مزدوجة ، وآلية متداولة في الظهر أو الأساس ، وأنظمة التبريد والبوابات المعقدة ، وكلها تزيد بشكل كبير من مصاريف التصميم والتصنيع.
-
تصميم العفن المعقد: يتطلب تصميم وهندسة قالب 2 طلقة خبرة متخصصة. إنها عملية صعبة يجب أن تفسر الخصائص الفريدة لمادة مختلفة ، بما في ذلك معدلات الانكماش ، والتوافق الكيميائي ، ودرجات حرارة المعالجة. يمكن لهذا التعقيد تمديد مراحل التصميم والنماذج الأولية.
-
أوقات دورة أطول (يحتمل): على الرغم من أنه أكثر كفاءة من القولبة والتجميع المنفصلة ، إلا أن وقت الدورة لجزء من طلقة يمكن أن يكون أطول قليلاً من جزء واحد. يجب أن تكمل الماكينة مرحلتين منفصلتين للحقن والتبريد ، والتي يمكن أن تضيف إلى وقت الإنتاج الكلي ، خاصة بالنسبة للأجزاء الأقل تعقيدًا.
-
تحديات التوافق المادي: يقتصر اختيار المصمم للمواد على المجموعات المتوافقة كيميائيًا والحراري. لا يمكن أن تشكل جميع البوليمرات رابطة قوية ، ويمكن أن يؤدي استخدام المواد غير المتوافقة إلى التلاشي ، وتزييفها ، ومنتج ضعيف.
تحليل التكلفة لصلابة حقن 2 طلقة
غالبًا ما يكون قرار استخدام قولبة حقن 2 طلقة استراتيجية ، حيث يوازن بين استثمار أولي أعلى ضد وفورات كبيرة على المدى الطويل وفوائد المنتج. يجب أن ينظر تحليل التكلفة الشامل في جميع مراحل الإنتاج ، وليس فقط الأدوات الأولية.
العوامل التي تؤثر على التكلفة
-
تعقيد القالب: العامل الأكثر أهمية الذي يقود تكلفة صب 2 طلقة هو القالب نفسه. يعتبر قالب 2 طلقة عبارة عن قطعة هندسة معقدة للغاية ، تتميز بمجموعتين من التجاويف ، ونظام بلاتين أو مكوك ، وقنوات التبريد والبوابات المعقدة. وهذا يتطلب خبرة تصميم متخصصة وآلات الدقة ، مما يجعل تكلفة القالب الأولي أعلى بكثير من تكلفة قالب طلقة واحدة تقليدية.
-
تكاليف المواد: يمكن أن يؤثر استخدام موادتين مختلفتين على التكاليف الإجمالية ، خاصةً إذا كان أحدهما عبارة عن مرنة مرنة بالحرارة متميزة (TPE) لقبضة اللمس الناعم أو بوليمر هندسي عالي الأداء. يمكن أن تكون تكلفة كل رطل من هذه المواد أعلى من تكلفة راتنج طلقة واحدة قياسية.
-
حجم الإنتاج: صب 2 حلقة هي عملية مصممة ل تصنيع عالية الحجم . يتم إطفاء تكلفة الأدوات المرتفعة المقدمة بشكل أكبر على أكثر من مئات الآلاف أو حتى ملايين الأجزاء. بالنسبة للإنتاج المنخفض الحجم ، تظل التكلفة لكل جزء مرتفعًا بشكل محظور ، مما يجعل القولبة التقليدية والتجميع خيارًا أكثر فعالية من حيث التكلفة.
-
وقت الدورة: على الرغم من أن دورة 2-Shot أطول من دورة طلقة واحدة ، فإن كفاءتها تكمن في إنتاج منتج نهائي دفعة واحدة. يعد وقت الدورة عاملاً حاسمًا في تحديد التكلفة لكل جزء ، لأنه يملي إنتاجية الماكينة. يمكن أن يكون قالب مكون من 2 طلقة مصممة جيدًا مع وقت دورة متوازنة أكثر فعالية من حيث التكلفة من عملية التجميع متعددة الخطوات.
تحليل التكلفة والعائد: متى يتم اختيار صبتين
يجب أن يستند قرار اختيار صب 2 طلقة إلى ملف التكلفة الإجمالية للملكية حساب. يجب عليك اختيار صبتين من طلقة عندما تفوق المدخرات من التجميع الثانوي تكلفة الأدوات الأعلى المقدمة.
النظر في صب 2 طلقة عند منتجك:
-
يتطلب التجميع المعقد: إذا كان المنتج الخاص بك يحتاج إلى أن يتم لصقه يدويًا أو مشدودًا أو مغلقًا بعد صب ، فمن المحتمل أن تبرر تكاليف العمالة والمواد للتجميع عملية 2 طلقة.
-
يتطلب جودة وعلم جماليات متفوقة: بالنسبة للمنتجات التي تكون فيها رابطة متكاملة تمامًا ، أو قبضة مريحة ، أو جمالية ثنائية اللون أمر بالغ الأهمية للعلامة التجارية للهوية ورضا العملاء ، فإن صبتين هو الخيار المثالي.
-
هو منتج كبير الحجم: كقاعدة عامة ، إذا كانت أحجام الإنتاج مرتفعة بدرجة كافية ، يمكن أن تنتشر تكلفة القالب عبر عدد هائل من الوحدات ، مما يجعل التكلفة لكل جزء أقل بكثير من البديل المجمع.
النفقات الأولية هي عائق ، ولكن بالنسبة للتطبيق الصحيح ، فإن تخفيضات التكاليف طويلة الأجل ، إلى جانب منتج عالي الجودة ، يجعل صبتين من طلقة استثمارًا ممتازًا.
مراقبة الجودة في صب حقن 2 طلقة
بالنظر إلى تعقيد صب حقن 2 طلقة ، يعد مراقبة الجودة الصارمة ضرورية لضمان أن المنتج النهائي يفي بالمواصفات الوظيفية والجمالية. تعد مراقبة ومنع العيوب الشائعة جزءًا رئيسيًا من العملية.
العيوب الشائعة وكيفية منعها
-
delamination: هذا هو فصل المادتين في واجهتهما. غالبًا ما يكون ذلك بسبب عدم كفاية التوافق الكيميائي أو الحراري ، أو بسبب معلمات عملية غير صحيحة مثل درجة حرارة الذوبان المنخفضة أو الضغط غير الكافي. تتضمن الوقاية اختيار مواد متوافقة ، وتحسين درجات حرارة الحقن ، وضمان أن ذوبان اللقطة الثانية ساخن بما يكفي لإنشاء رابطة قوية مع سطح الطلقة الأولى.
-
تزييف: تشوه أو تواء الجزء ، الذي يحدث عادة بسبب تبريد غير متساو أو اختلاف كبير في معدلات انكماش المادتين. لمنع تزييفها ، يجب على المصممين اختيار مواد ذات خصائص حرارية مماثلة وضمان توازن نظام تبريد القالب لتبريد جميع أقسام الجزء بشكل موحد.
-
علامات الحوض: هذه هي انخفاضات صغيرة على سطح الجزء. في صبتين من طلقة ، غالبًا ما تحدث في المناطق التي تكون فيها المادة الثانية سميكة وتقلل أثناء تبريدها ، وتسحب المادة الأولى. يمكن منعها عن طريق زيادة ضغط التعبئة ، وتوسيع وقت الانتظار ، وتصميم الجزء بعناية لتجنب أقسام كبيرة وسميكة.
-
الرابطة الضعيفة: هذا مصطلح عام للسند الذي يفشل تحت الضغط. يمكن أن يكون سببها تلوث على سطح الجزء الأول (على سبيل المثال ، من عوامل إطلاق العفن) ، أو درجات حرارة ذوبان غير لائقة ، أو وقت غير كافٍ للمادة الثانية لتندمج مع الأول. تتضمن الوقاية الحفاظ على بيئة إنتاج نظيفة ، وضمان معلمات العملية المثلى ، وأحيانًا باستخدام الاختبارات المدمرة للتحقق من قوة الرابطة.
تقنيات ومعدات التفتيش
-
التفتيش البصري: كخط الدفاع الأول ، يفحص الفنيون المدربون بصريًا كل جزء من العيوب التجميلية. ويشمل ذلك التحقق من اختلافات الألوان أو علامات الحوض أو الفلاش (المواد الزائدة) أو أي علامات على delamination.
-
CMM (آلة قياس الإحداثيات): لدقة الأبعاد ، يتم استخدام CMM. تستخدم هذه الآلة الدقيقة مسبارًا لاتخاذ قياسات دقيقة للغاية لهندسة الجزء ، مما يضمن أن جميع الميزات ضمن التحمل المحدد. هذا مهم بشكل خاص لأجزاء 2 طلقة حيث يجب أن تدمج مادتين تمامًا.
-
الاختبار المدمر: للتحقق مباشرة من قوة الرابطة بين المادتين ، تتعرض عينة صغيرة من الأجزاء لاختبارات مدمرة. يمكن أن يتضمن ذلك تفكيك المادتين في اختبار الشد أو لف الجزء أو اختبار التأثير. تؤكد هذه الطريقة أن الرابطة قوية بما يكفي لتلبية متطلبات أداء المنتج والمتانة.
الاتجاهات المستقبلية في صب حقن 2 طلقة
إن صناعة صب حقن 2 طلقة في حالة تطور مستمرة ، مدفوعة بالتقدم التكنولوجي والطلب المتزايد على التصنيع الأكثر تعقيدًا وكفاءة ومستدامة. سيتم تشكيل مستقبل العملية من خلال العديد من الاتجاهات الرئيسية التي تعد بتعزيز قدراتها وذكائها.
التقدم في المواد
تطوير البوليمرات الجديدة هو اتجاه حاسم. يركز الشركات المصنعة والعلماء الماديين على إنشاء مواد متخصصة توفر خصائص محسّنة ووظائف جديدة. وهذا يشمل البوليمرات الحيوية المعاد تدويرها لمعالجة مخاوف الاستدامة ، وكذلك المطاط الجديد والمواد البلاستيكية الهندسية ذات الخصائص الفائقة. ستوفر هذه المواد روابط كيميائية أقوى ، ومقاومة ارتفاع درجة الحرارة ، وردود الفعل الأكثر دقة (Haptic) ، مما يزيد من توسيع تطبيقات صب 2 طلقة.
الأتمتة والروبوتات
الأتمتة هي بالفعل جزء لا يتجزأ من صبتين ، لكنه أصبح أكثر تطوراً. ستشهد الموجة التالية من الابتكار الروبوتات والروبوتات التعاونية (Cobots) تؤدي مهام أكثر تعقيدًا تتجاوز إزالة الجزء البسيط. وهذا يشمل التجميع في المعدة من الإدراج ، والشيكات الجودة الآلية ، والتعامل مع الأجزاء المعقدة. ستؤدي هذه الأتمتة المتزايدة إلى تقليل تكاليف العمالة ، وتحسين اتساق الإنتاج ، وتسمح بتصنيع الأضواء ، حيث يمكن للآلات أن تعمل دون إشراف بشري.
برنامج المحاكاة والتحسين
إن استخدام البرامج المتقدمة هو إحداث ثورة في عملية تصميم العفن. يستخدم المهندسون الآن قويًا برنامج المحاكاة لنمذجة دورة صب 2 طلقة بالكامل. هذا يسمح لهم بالتنبؤ ومنع العيوب الشائعة مثل التزييف أو الروابط الضعيفة أو التعبئة غير المتكافئة قبل تصنيع القالب. من خلال تحسين تصميمات العفن ومعلمات المعالجة فعليًا ، يمكن للمصنعين تقليل الحاجة إلى النماذج المادية المكلفة بشكل كبير ، مما يؤدي إلى دورات تطوير المنتج بشكل أسرع ومعدل نجاح أعلى لأول مرة.
الصناعة 4.0 التكامل
تكامل صب 2 طلقة في مصنع ذكي النظام الإيكولوجي (الصناعة 4.0) هو اتجاه رئيسي. يتم تجهيز الآلات بأجهزة استشعار تجمع بيانات في الوقت الفعلي عن درجة الحرارة والضغط وغيرها من متغيرات العملية الحرجة. ثم يتم تغذية هذه البيانات في نظام مركزي للتحليل ، مما يتيح الصيانة التنبؤية ، واستخدام الطاقة الأمثل ، وتعديلات العملية الآلية. يتيح هذا المستوى من الاتصال وتحليل البيانات التحول من التفاعل إلى التصنيع الاستباقي ، وضمان جودة المنتج المتسقة والكفاءة التشغيلية القصوى.

