
دليلك إلى صب حقن الصين: التكلفة والجودة والعثور على الشريك المناسب
مقدمة في صب حقن الصين
صب الحقن هو عملية تصنيع متعددة الاستخدامات وتستخدم على نطاق واسع لإنتاج أجزاء من المواد البلاستيكية الحرارية والحرارة. إنه ينطوي على حقن المواد المنصهرة في قالب ، حيث يبرد ويصلب في الشكل المطلوب. تشتهر هذه الطريقة بقدرتها على إنتاج أجزاء معقدة ذات دقة عالية ، وإنهاء سطح ممتازة ، ومعدلات إنتاج سريعة ، مما يجعلها لا غنى عنها عبر العديد من الصناعات ، من السيارات والطبية إلى الإلكترونيات الاستهلاكية والسلع المنزلية.
في العقود الأخيرة ، برزت الصين كقوة مهيمنة في المشهد العالمي للتصنيع ، وصناعة قولبة الحقن ليست استثناء. أصبحت البلاد وجهة مفضلة للشركات في جميع أنحاء العالم تسعى للحصول على خدمات صب الحقن ، ويرجع ذلك إلى حد كبير إلى البنية التحتية للتصنيع القوية ، والأسعار التنافسية ، وشبكة واسعة من الموردين. يهدف هذا الدليل إلى توفير نظرة عامة شاملة على صب حقن الصين ، والتحول إلى جوانب مهمة مثل التكلفة والجودة والخطوات الأساسية لإيجاد شريك التصنيع المناسب لتلبية احتياجات المشروع الخاصة بك.
ومع ذلك ، فإن اختيار الصين لاحتياجات صب الحقن الخاصة بك يأتي مع مجموعة فريدة من المزايا والعيوب التي تستدعي دراسة متأنية:
مزايا اختيار الصين لتصلب الحقن:
- فعالية التكلفة: أحد المحركات الرئيسية للاستعانة بمصادر خارجية إلى الصين هو انخفاض تكاليف العمالة بشكل كبير مقارنة بالدول الغربية. هذا ، إلى جانب تسعير المواد التنافسية واقتصادات الحجم ، غالبًا ما يؤدي إلى انخفاض تكلفة الوحدة الإجمالية للأجزاء المصنعة.
- البنية التحتية المعمول بها والنظام الإيكولوجي: تفتخر الصين ببنية تحتية تصنيع للغاية ونظام بيئي واسع من الصناعات الداعمة ، بما في ذلك صانعي القوالب وموردي المواد وخدمات التشطيب. هذا يسمح لعمليات الإنتاج المبسطة والوصول السريع إلى الموارد.
- طاقة إنتاج عالية: غالبًا ما يكون لدى الشركات المصنعة الصينية قدرات إنتاج كبيرة ، مما يجعلها مناسبة بشكل جيد للطلبات ذات الحجم الكبير والإنتاج الضخم.
- السرعة إلى السوق: يمكن أن تؤدي كفاءة وحجم التصنيع الصيني في كثير من الأحيان إلى دورات نماذج أولية أسرع ، وتسريع الوقت لتسويق منتجات جديدة.
- التقدم التكنولوجي: استثمرت العديد من شركات صب الحقن الصينية الرائدة بكثافة في الآلات الحديثة واعتمدت التقنيات المتقدمة ، مما يوفر قدرات متطورة ومخرجات عالية الجودة.
- الخبرة والخبرة: مع عقود من الخبرة في التصنيع العالمي ، جمع الموردون الصينيون خبرة كبيرة في العديد من تقنيات صب الحقن وتطبيقات المواد.
عيوب اختيار الصين لالتقاط الحقن:
- حواجز الاتصال: يمكن أن تؤدي الاختلافات اللغوية والفروق الثقافية في بعض الأحيان إلى سوء فهم أو تفسيرات سوء التفسير ، مما يجعل التواصل الواضحة والمتسقة أمرًا بالغ الأهمية.
- الملكية الفكرية (IP) تتعلق: في حين بذلت الجهود لتعزيز حماية IP في الصين ، فإن بعض الشركات لا تزال لديها مخاوف بشأن حماية تصميماتها ومعلومات الملكية. العناية الواجبة الشاملة والاتفاقيات القانونية القوية ضرورية.
- تحديات مراقبة الجودة (إن لم تتم إدارتها جيدًا): على الرغم من أن الجودة العالية يمكن تحقيقها ، إلا أن الحفاظ على الجودة المتسقة يمكن أن يكون تحديًا دون الإشراف المناسب ، وتدابير مراقبة الجودة الصارمة ، ومواصفات واضحة. يتطلب مشاركة استباقية وخطة ضمان الجودة محددة جيدًا.
- الخدمات اللوجستية وتعقيد الشحن: يمكن لإدارة واجبات الشحن والجمارك والاستيراد الدولية إضافة طبقات من التعقيد والتكلفة إلى العملية الإجمالية.
- أوقات الرصاص للأدوات: على الرغم من أن الإنتاج يمكن أن يكون سريعًا ، إلا أن مرحلة الأدوات الأولية (إنشاء القالب) لا تزال لديها أوقات قيادة كبيرة ، خاصة بالنسبة للتصميمات المعقدة.
- الاعتبارات الأخلاقية والبيئية: من المهم للشركات التأكد من أن الموردين المختارين يلتزمون بممارسات العمالة الأخلاقية واللوائح البيئية ، والتوافق مع أهداف المسؤولية الاجتماعية للشركات.
فهم عملية صب الحقن
للانخراط بفعالية مع خدمات صب الحقن الصينية ، من الأهمية بمكان أن يكون لديك فهم أساسي لعملية صب الحقن نفسها. تمكنك هذه المعرفة من التواصل بشكل أكثر فعالية مع الشركات المصنعة ، وفهم المواصفات التقنية ، واتخاذ قرارات مستنيرة بشأن مشروعك.
شرح خطوة بخطوة لعملية صب الحقن:
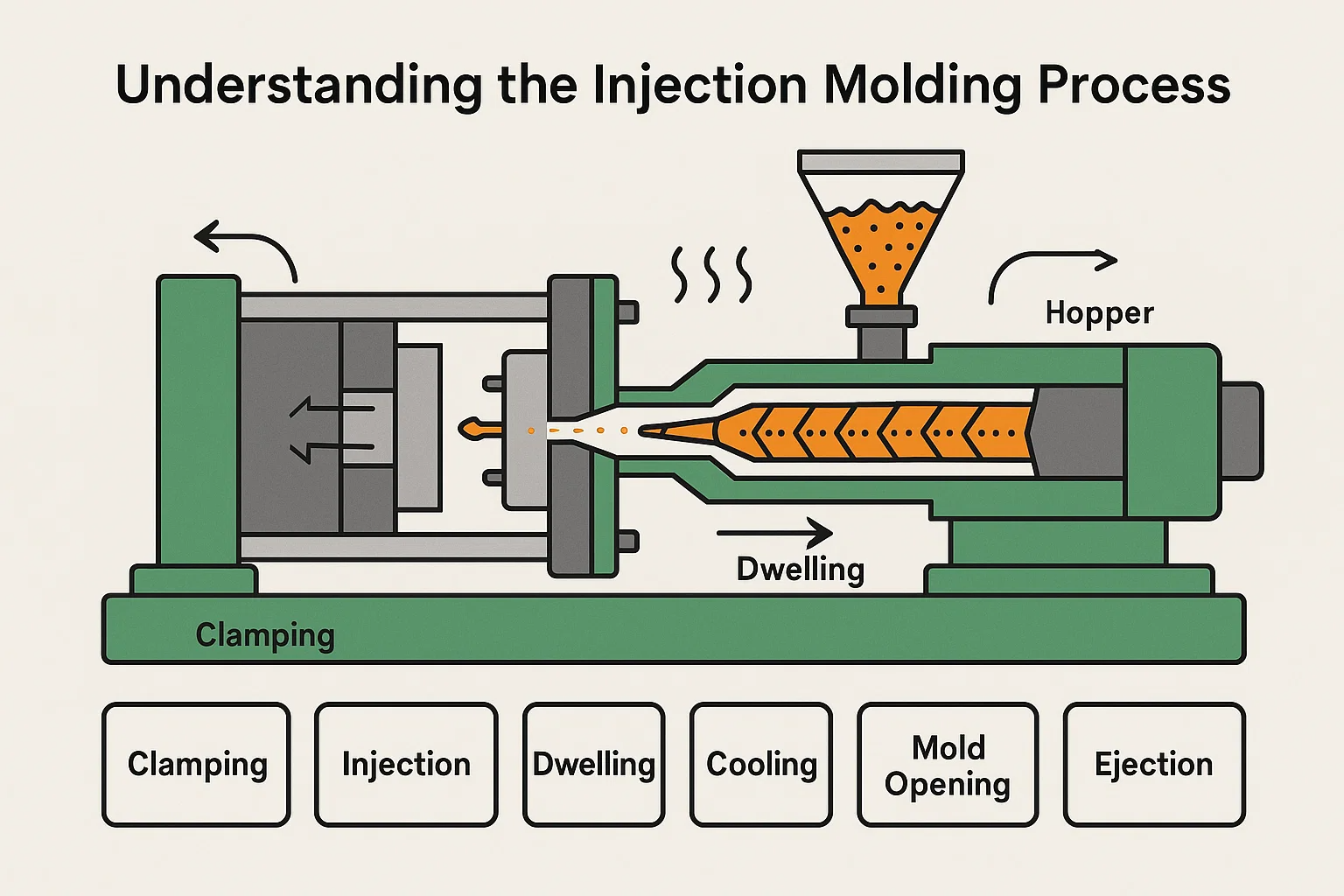
عملية صب الحقن هي عملية دورية ، على الرغم من أنها تبدو بسيطة ، تتضمن تحكمًا دقيقًا في درجة الحرارة والضغط والتوقيت لإنشاء أجزاء متسقة. فيما يلي الخطوات الأساسية:
-
التثبيت: تبدأ العملية بوحدة التثبيت. يتم تثبيت نصفين من القالب (التجويف والنواة) بشكل آمن معًا بواسطة مكبس هيدروليكي أو كهربائي قوي. عادة ما يكون نصف القالب ثابتًا ، بينما يتحرك الآخر لفتح وإغلاق. يجب أن تكون قوة التثبيت هذه كافية لتحمل الضغط الهائل الذي تمارسه أثناء الحقن ، مما يمنع القالب من الفتح والومض (الهروب من البلاستيك المنصهر بين نصفي القالب).
-
حقن: يتم تغذية الكريات البلاستيكية أو حبيبات من قادوس إلى برميل ساخن. داخل البرميل ، يدور المسمار المتبادل ، ويذوب المادة البلاستيكية من خلال مزيج من الاحتكاك الحراري والقص. بمجرد أن يتم تلوين البلاستيك ويتم تراكم حجم "اللقطة" الكافي (كمية البلاستيك اللازمة للجزء) في مقدمة المسمار ، يتحرك المسمار للأمام مثل المكبس ، ويحقق البلاستيك المصقول عند الضغط العالي والسرعة في تجويف القالب المغلق من خلال نظام من المتسابقين والبوابات.
-
المسكن (التعبئة/القابضة): بعد ملء تجويف القالب ، يتم الحفاظ على كمية محكومة من الضغط ، والمعروفة باسم "المسكن" أو "التعبئة". يساعد هذا الضغط المستمر على التعويض عن الانكماش الحجمي الذي يحدث كما يبرد البلاستيك ويصلب. إنه يضمن أن يتم ملء تجاويف العفن بالكامل ، مما يمنع علامات الحوض ، الفراغات ، وغيرها من العيوب ، وتعزيز الاستقرار الأبعاد.
-
تبريد: مع تعبئة البلاستيك الآن بالكامل في القالب ، يبدأ في التبريد والتوطيد في شكل القالب. قنوات التبريد ، التي يتم دمجها غالبًا في تصميم القالب وتداول الماء أو الزيت ، تسهل هذه العملية. عادة ما يكون وقت التبريد هو أطول جزء من دورة صب الحقن ويعتمد على عوامل مثل المواد المستخدمة ، وسمك الجدار للجزء ، وتصميم القالب. يعد التبريد الفعال أمرًا بالغ الأهمية لتحقيق خصائص الأجزاء المطلوبة وتقليل أوقات الدورة.
-
فتح العفن: بمجرد أن يتم تبريد الجزء وتوطيده بشكل كافٍ ، تتراجع وحدة التثبيت ، وفتحت نصفي القالب.
-
طرد: عندما يفتح القالب ، يدفع دبابيس القاذف ، الموضوعة بشكل استراتيجي داخل القالب ، الجزء المتصلب من تجويف القالب. تم تصميم هذه المسامير لتطبيق الضغط حتى لتجنب تشوه أو إتلاف الجزء المصبوب حديثًا. ثم يسقط الجزء على حزام ناقل أو في صندوق تجميع.
-
ما بعد المعالجة (اختياري): بعد الطرد ، قد تتطلب بعض الأجزاء معالجة طفيفة ما بعد المعالجة ، مثل تقليم المتسابقين أو البوابات (القنوات التي وجهت البلاستيك إلى تجويف القالب) ، أو عمليات التنقل ، أو العمليات الثانوية مثل التجميع أو الطلاء أو الطباعة. في كثير من الحالات ، يمكن إعادة استخدام المواد الزائدة من المتسابقين وإعادة استخدامها ، مما يساهم في كفاءة التكلفة وتقليل النفايات. الدورة ثم تكرر.
أنواع مختلفة من تقنيات صب الحقن المستخدمة في الصين:
على الرغم من أن العملية الأساسية لا تزال متسقة ، فإن قدرات التصنيع المتقدمة في الصين تسمح بمجموعة متنوعة من تقنيات صب الحقن المتخصصة لتلبية متطلبات المنتج المتنوعة:
- صب الحقن الحراري القياسي: هذه هي الطريقة الأكثر شيوعًا ، باستخدام البوليمرات الحرارية التي يمكن ذوبانها وتزويجها بشكل متكرر. إنه مناسب لمجموعة واسعة من المنتجات الاستهلاكية والصناعية.
- التفوق: تتضمن هذه التقنية تشكيل مادة واحدة على مكون آخر موجود مسبقًا (الركيزة) ، وغالبًا لإنشاء منتج به مواد أو ألوان أو قوام متعددة (على سبيل المثال ، مقابض الضعف الناعمة على الأدوات ، والأختام على العبوات الإلكترونية). يمكن أن تكون الركيزة من البلاستيك أو المعدن أو مادة أخرى.
- أدخل صب: على غرار الإفراط في التعبير ، ولكن هنا ، يتم وضع إدراج مسبقًا (عادةً مكونات معدنية مثل الإدراج الملولب أو المسامير أو الاتصالات الإلكترونية) في القالب قبل الحقن. يتدفق البلاستيك المنصهر حوله ويغلف هذه الإدراج ، مما يخلق جزءًا متكاملًا واحد. هذا يعزز قوة جزء ، وظائف ، أو يتيح الموصلية الكهربائية.
- صبتين (متعدد الرصيف) صبتين: تنتج هذه العملية المتقدمة أجزاء تحتوي على مواد أو ألوان مختلفة أو أكثر في دورة صب واحدة ، غالبًا في نفس الجهاز. إنه يلغي الحاجة إلى التجميع ويسمح بتصميمات معقدة ذات خصائص مواد مميزة أو ميزات جمالية.
- صب الحقن بمساعدة الغاز: بالنسبة للأجزاء ذات المقاطع السميكة أو تلك التي تتطلب تحسنًا في السطح وعلامات الحوض المخفضة ، يتم حقن الغاز الخامل (مثل النيتروجين) في تجويف القالب بعد لقطة جزئية من البلاستيك المنصهر. يخلق الغاز قنوات داخلية ، ويدفع البلاستيك على جدران القالب ويقلل من استخدام المواد ووقت التبريد.
- صب حقن السيليكون السائل (LSR): تم تصميم هذه العملية خصيصًا لمطاط السيليكون السائل ، وهي مادة حرارية معروفة بمرونتها ، ومقاومة درجات الحرارة العالية ، والتوافق الحيوي. غالبًا ما يتم استخدامه للأجهزة الطبية والأختام والسلع الاستهلاكية.
- صب الجدار الرقيق: تركز هذه التقنية على إنتاج أجزاء ذات أقسام جدارية رقيقة للغاية ، عادةً للتطبيقات التي تكون فيها تقليل المواد والوزن الخفيف وأوقات الدورة السريعة أمرًا بالغ الأهمية ، مثل التغليف أو السلع الاستهلاكية المتاح.
- قوالب العداء الساخنة مقابل قوالب العداء الباردة: تشير هذه إلى نظام العداء (القنوات التي توجه البلاستيك المنصهر إلى تجاويف القالب).
- قوالب العداء الباردة: البلاستيك في المتسابقين يبرد ويصل إلى جانب الجزء. ثم يتم إخراج هذه المادة العداء ويجب إزالتها من الجزء ، وغالبًا ما يتم إعادة تدويرها. فهي أبسط وأقل تكلفة للبناء ولكن يمكن أن تولد المزيد من النفايات.
- قوالب العداء الساخنة: يتم الاحتفاظ بالمتسابقين ، لذلك يظل البلاستيك داخلهم مصقولًا طوال الدورة. هذا يعني عدم وجود نفايات مادية من المتسابقين ، مما يؤدي إلى استخدام المواد أكثر كفاءة ، وأوقات دورة أسرع ، وغالبًا ما يكون ذلك بمثابة تشطيب تجميلي أفضل من ذلك. فهي أكثر تعقيدًا ومكلفة للأداة في البداية.
المواد الشائعة الاستخدام في صب حقن الصين:
تعمل منشآت صب الحقن الصينية مع مجموعة واسعة من المواد اللوحية الحرارية ، التي تم اختيارها بناءً على الخصائص الميكانيكية والحرارية والكيميائية والجمالية المطلوبة للمنتج النهائي. تشمل بعض المواد الأكثر استخدامًا:
- البولي بروبيلين (PP): لاعب حراري متعدد الاستخدامات وفعال من حيث التكلفة معروف بمقاومة كيميائية ممتازة ، ومقاومة التعب ، والمرونة. يستخدم على نطاق واسع في التغليف ومكونات السيارات والسلع الاستهلاكية والمفصلات المعيشية.
- acrylonitrile butadiene styrene (ABS): لدغة حرارية هندسية صعبة وصارمة ومقاومة للتأثير مع صفات جمالية جيدة. يتم استخدامه بشكل متكرر في علب الأجهزة الإلكترونية ، والأجزاء الداخلية للسيارات ، والألعاب (على سبيل المثال ، Lego Bricks) ، والمنتجات الاستهلاكية نظرًا لقدرتها على الانتهاء من الانتهاء.
- البولي كربونات (PC): غالبًا ما يكون الأداء العالي ، القوي ، والرماية الحرارية ذات التأثير بشكل استثنائي ، شفافًا. إنه يوفر مقاومة جيدة للحرارة واستقرار الأبعاد ، مما يجعله مناسبًا للتطبيقات مثل العدسات ونظارات السلامة والمرفقات الإلكترونية ومكونات السيارات.
- البولي إيثيلين (PE): متوفر بكثافة مختلفة (HDPE ، LDPE ، LLDPE) ، تشتهر البولي إيثيلين بمرونته ، والمقاومة الكيميائية ، وخصائص العزل الكهربائية الجيدة. يتم استخدامه بشكل شائع للزجاجات والحاويات والأكياس والأنابيب.
- النايلون (بولي أميد - بنسلفانيا): بلاستيك هندسي قوي ودائم مع مقاومة جيدة للارتداء ، والمقاومة الكيميائية ، وأداء درجات الحرارة العالية. غالبًا ما يتم تعزيزه بالألياف الزجاجية لزيادة القوة واستخدامها في أجزاء السيارات (مثل مكونات المحرك والموصلات) والتروس والمحامل.
- البوليسترين (PS): ويأتي بشكل عام للأغراض (GPPs ، واضحة وهشة) وعالية التأثير (الوركين ، غير شفافة وأكثر صرامة). إنه غير مكلف ويستخدم في أدوات المائدة المتاح ، وحالات الأقراص المدمجة ، ومباني الأجهزة.
- كلوريد البولي فينيل (PVC): مادة متينة ومتعددة الاستخدامات ، متوفرة في أشكال صلبة ومرنة. إنه يوفر مقاومة كيميائية جيدة ويستخدم في الأنابيب والتجهيزات وإطارات النوافذ والأجهزة الطبية.
- المرنة المرنة الحرارية (TPE/TPR): تجمع هذه المواد بين خصائص المطاط والبلاستيك ، مما يوفر المرونة ، قبضة جيدة ، وامتصاص الصدمات. يتم استخدامها في قبضة اللمس الناعمة ، والأختام ، والحشيات ، والمكونات المفرطة.
تحليل التكاليف لصبعة حقن الصين
واحدة من الدوافع الأساسية للشركات لاختيار الصين لقولبة الحقن هي ميزة التكلفة المتصورة. بينما تقدم الصين عمومًا أسعارًا أكثر تنافسية من العديد من الدول الغربية ، فإن فهم العوامل المختلفة التي تسهم في التكلفة الإجمالية أمر بالغ الأهمية للميزنة الدقيقة وتجنب النفقات غير المتوقعة. يمكن تصنيف التكلفة الإجمالية لمشروع صب الحقن على نطاق واسع إلى تكلفة (الأدوات) العفن ، وتكلفة المواد ، وتكلفة الإنتاج (العمالة/الآلة).
العوامل التي تؤثر على تكلفة صب الحقن في الصين:

-
العفن (الأدوات) التكلفة: غالبًا ما يكون هذا هو أهم استثمار مقدم ويمكن أن يتراوح بشكل كبير.
- جزء تعقيد وتصميم: تتطلب الأجزاء البسيطة ذات سمك الجدار الموحد ، والحد الأدنى من التقوسيات ، والهندسة المباشرة قوالب أقل تعقيدًا ، مما يؤدي إلى انخفاض تكاليف الأدوات. وعلى العكس من ذلك ، فإن الأجزاء المعقدة ذات التفاصيل الدقيقة ، والتحملات الضيقة ، والقياسات المتعددة التي تتطلب إجراءات أو رعاة جانبية ، والقوام المعقدة ستتطلب قوالب أكثر تطوراً ومكلفة ، وغالبًا ما تتطلب المزيد من الآلات المتقدمة (على سبيل المثال ، EDM) وأوقات بناء أطول.
- مادة العفن (الصف الصلب): يؤثر نوع الفولاذ المستخدم للقالب بشكل مباشر على تكلفته وعمره.
- P20 ، 718H: هذه خيارات شائعة لقوالب النموذج الأولي أو إنتاج الحجم الأدنى ، مما يوفر توازنًا جيدًا في التكلفة والأداء.
- NAK80 ، H13: إن الفولاذ المصلب مثل هذه أكثر تكلفة بكثير ولكنه يوفر المتانة الفائقة ، ومقاومة الحرارة ، وقدرات الانتهاء من السطح ، مما يجعلها مثالية لقوالب الإنتاج ذات الحياة الطويلة ذات الحجم العالي.
- عدد التجاويف: يمكن أن يكون للقالب تجويفًا واحدًا (إنتاج جزء واحد لكل دورة) أو تجاويف متعددة (إنتاج عدة أجزاء لكل دورة). تتميز القوالب متعددة التجويف بتكلفة أدوات أولية أعلى ولكنها تقلل بشكل كبير من تكلفة الإنتاج لكل جزء عن طريق زيادة الإنتاج لكل دورة ، مما يجعلها فعالة من حيث التكلفة للتشغيل العالي الحجم.
- قاعدة العفن والمكونات: حجم القالب ، ونوع نظام العداء (عداء الساخن مقابل العداء البارد) ، وجودة مكونات العفن القياسية (دبابيس القاذف ، الشرائح ، إلخ) كلها تسهم في تكلفة الأدوات. قوالب العداء الساخنة ، على الرغم من أنها أكثر تكلفة في البداية ، وتوفير في نفايات المواد ووقت الدورة ، مما يؤدي إلى انخفاض تكاليف كل جزء في الحجم الكبير.
- متطلبات الانتهاء من السطح: تتطلب الأسطح المصقولة للغاية (على سبيل المثال ، SPI A-1 الانتهاء) أو القوام المعقدة المزيد من تقنيات العمالة المكثفة وتقنيات الأدوات المتخصصة ، مما يضيف إلى تكلفة القالب.
- العفن العمر المتوقع: تصميمات المصنعين لقوالب لعدد معين من الدورات (الطلقات). سيتم بناء قالب مصمم لعمر أعلى (على سبيل المثال ، مليون طلقة) بمواد ودقة أكثر قوة ، مما يتكبد تكلفة أعلى من القالب المصمم لـ 50000 لقطة.
-
تكلفة المواد: تكلفة الراتنج البلاستيكي نفسه مكون مباشر وغالبًا ما يكون مهمًا من التكلفة لكل جزء.
- نوع المواد: كما تمت مناقشته ، فإن المواد البلاستيكية للسلع مثل PP أو ABS أقل تكلفة بكثير لكل كيلوغرام من البلاستيك الهندسي مثل الكمبيوتر الشخصي أو النايلون أو البوليمرات عالية الأداء (على سبيل المثال ، نظرة خاطفة ، Ultem).
- درجة المواد والإضافات: المواد البكر أغلى من الدرجات المعاد تدويرها. إن إدراج إضافات مثل مثبتات الأشعة فوق البنفسجية ، ومثبطات اللهب ، أو الألياف الزجاجية (للقوة) ، واللون (وخاصة الألوان المخصصة ، أو البيضاء ، أو الشفافة) ، أو إضافات وظيفية خاصة ستزيد من تكاليف المواد.
- خصومات الحجم: يمكن أن تؤمن عمليات شراء المواد الأكبر للإنتاج ذي الحجم الكبير في كثير من الأحيان تسعيرًا أفضل من الموردين.
- تقلبات السوق: تخضع أسعار الراتنج العالمية للطلب في السوق وأسعار النفط وديناميات سلسلة التوريد ، والتي يمكن أن تؤثر على تكلفة كل جزء مع مرور الوقت.
-
تكلفة العمالة والإنتاج (لكل جزء): هذه هي التكلفة المرتبطة بتشغيل آلات صب الحقن والعمالة المعنية.
- وقت الدورة: يعد الوقت الذي يستغرقه إنتاج جزء واحد (أو طلقة واحدة من قالب متعدد التجويف) سائق تكلفة حرجة. تعني أوقات الدورة الأقصر أن يتم إنتاج المزيد من الأجزاء في الساعة ، مما يقلل من التكلفة لكل جزء. تؤثر عوامل مثل تصميم الأجزاء (سمك الجدار) ، وخصائص المواد ، وكفاءة تبريد القالب ، وقدرات الماكينة على وقت دورة.
- معدل ساعة الآلة: ويشمل ذلك تكلفة الكهرباء وانخفاض قيمة الماكينة والصيانة والنفقات العامة المخصصة لوقت تشغيل الماكينة. الآلات الأكبر والأكثر تطورا عادة ما يكون لها معدلات الساعة أعلى.
- أجور العمل: لا تزال تكاليف العمالة في الصين ، رغم ارتفاعها ، أقل بكثير من تلك الموجودة في العديد من الدول الغربية. هذا عامل رئيسي في ميزة التكلفة الإجمالية.
- حجم الإنتاج: يمكن القول إن هذا هو العامل الأكثر تأثيرًا على التكلفة لكل جزء.
- وفورات الحجم: يتم إطفاء التكاليف الثابتة (مثل الأدوات) على إجمالي عدد الأجزاء المنتجة. كلما ارتفع حجم الإنتاج ، انخفضت التكلفة لكل جزء لكل من الأدوات والإعداد.
- الإعداد والتغيير: في كل مرة يتم فيها تغيير القالب أو إنشاء تشغيل جديد للإنتاج ، هناك تكاليف مرتبطة بوقت تعطل الجهاز والعمالة. يقلل الأحجام الأعلى من تواتر هذه التغييرات ، مما يؤدي إلى تحسين الكفاءة.
- ما بعد المعالجة: ستضيف أي عمليات ثانوية مثل Deburring أو التجميع أو الطلاء أو الطباعة أو التغليف المتخصص إلى التكلفة لكل جزء.
مقارنة التكاليف مع البلدان الأخرى:
قدمت الصين تاريخيا مزايا كبيرة في التكلفة في صب الحقن ، وخاصة للإنتاج المتوسط إلى العالي الحجم.
- الصين مقابل الدول الغربية (على سبيل المثال ، الولايات المتحدة الأمريكية ، أوروبا): تكاليف صب الحقن الصينية عادة 20-50 ٪ أقل من الولايات المتحدة و 30-60 ٪ أقل من أوروبا. هذه الفجوة مدفوعة في المقام الأول:
- انخفاض تكاليف العمالة: لا يزال العمالة الماهرة في الصين يأمر الأجور المنخفضة.
- الأدوات التنافسية: تكون تكلفة تصميم وتصنيع قوالب في الصين أقل بكثير بسبب متاجر الأدوات الفعالة ، وتكاليف المواد المنخفضة (خاصة بالنسبة لأدوات الصلب) ، والأجور التنافسية لصانعي القوالب.
- وفورات الحجم: تتيح قدرة التصنيع الواسعة في الصين إنتاجًا واسع النطاق ، مما يقلل من التكاليف لكل وحدة.
- سلسلة التوريد المتكاملة: تساعد سلسلة التوريد الناضجة والمترابطة للمواد الخام والآلات والخدمات المساعدة في منع التكاليف.
- الصين مقابل الاقتصادات الناشئة (على سبيل المثال ، فيتنام ، الهند ، المكسيك): في حين أن دولًا مثل فيتنام والهند والمكسيك تظهر كبدائل منخفضة التكلفة ، خاصة بالنسبة لأنواع معينة من المنتجات أو للشركات التي تسعى إلى التنويع الإقليمي ، فإن الصين لا تزال تحتفظ غالبًا بحوافة في:
- الأدوات التطور والقدرة: بالنسبة للقوالب المعقدة والأجزاء عالية الدقة ، فإن خبرة الأدوات في الصين أكثر تقدماً بشكل عام.
- نضج سلسلة التوريد: من الصعب مطابقة سلسلة التوريد الراسخة والاسترداد في الصين لالتقاط الحقن.
- قابلية التوسع: بالنسبة للمشاريع ذات الحجم الكبير للغاية ، غالبًا ما تكون قدرة الصين وكفاءتها متفوقة.
- ارتفاع التكاليف في الصين: من المهم أن نلاحظ أن تكاليف العمالة في الصين كانت ترتفع بشكل مطرد ، ويمكن أن تؤثر عوامل مثل التعريفة الجمركية والاعتبارات الجيوسياسية على معادلة التكلفة الإجمالية. ومع ذلك ، بالنسبة للعديد من المشاريع ، وخاصة تلك التي تتطلب أدوات معقدة أو أحجام كبيرة ، لا تزال الصين تنافسية للغاية.
نصائح لتقليل تكاليف صب الحقن:
- تحسين تصميم الأجزاء للتصنيع (DFM):
- تبسيط الهندسة: تقليل الميزات المعقدة ، والتقليلات ، والتعقيدات غير الضرورية.
- الحفاظ على سمك الجدار الموحد: هذا يعزز التبريد المتسق ، ويقلل من وقت الدورة ، ويمنع علامات التزييف والوعة ، وتبسيط تصميم العفن.
- أضف زوايا المسودة: تأكد من مسودة (Taper) الكافية على جميع الجدران الرأسية للسماح بطرد سهولة في الجزء ، وتقليل قوة الطرد والأضرار المحتملة ، وتجنب تعديلات العفن المكلفة.
- دمج الأضلاع والبرزات: بدلاً من زيادة سمك الجدار للقوة ، استخدم الأضلاع والأضلاع لإضافة الصلابة مع تقليل استخدام المواد ووقت التبريد.
- النظر في الأجزاء الذاتية أو الشاملة: يمكن لتصميم الأجزاء التي يمكن استخدامها بالتبادل (على سبيل المثال ، أعلى وأسفل متطابقة) تقليل عدد القوالب الفريدة اللازمة.
- اختيار المواد الاستراتيجية:
- اختر المواد القياسية: اختر راتنجات شائعة وأقل تكلفة مثل PP أو ABS ما لم تتطلب متطلبات الأداء المحددة الهندسة أو المواد البلاستيكية عالية الأداء.
- تقليل تغييرات اللون: استخدام الراتنج "الطبيعي" أو الأسود هو أرخص. تضيف الألوان المخصصة أو الفريدة تكلفة بسبب نفقات اللون وتنظيف الماكينة بين الركض.
- النظر في المحتوى المعاد تدويره: إذا كان مناسبًا لتطبيقك ، فإن استخدام البلاستيك الحراري المعاد تدويره يمكن أن يقلل من تكاليف المواد.
- تحسين حجم الإنتاج:
- تطابق التجويف إلى الحجم: بالنسبة لأحجام عالية جدًا ، استثمر في قالب متعدد الأجهزة لتقليل التكلفة لكل جزء. بالنسبة لأحجام أقل ، قد يكون قالب أحادي التجويف أو حتى قالب النموذج الأولي (على سبيل المثال ، الألومنيوم) أكثر فعالية من حيث التكلفة.
- أوامر توحيد: إذا كان لديك أجزاء متعددة ، فإن إنتاجها بشكل متزامن أو توحيد أوامر يمكن أن تستفيد من اقتصادات الحجم للمواد والإنتاج.
- العمل عن كثب مع موردك على الأدوات:
- ناقش مادة العفن: فهم المفاضلات بين تكلفة العفن وعمرها بناءً على حجم الإنتاج المتوقع.
- النظر في الساخنة مقابل العداء البارد: بالنسبة لأحجام كبيرة ، يمكن تعويض التكلفة الأعلى الأولية لقالب العداء الساخن بسرعة عن طريق توفير المواد وأوقات دورة أسرع.
- التفاوض على ملكية الأدوات: توضيح من يملك القالب وشروط الصيانة والتخزين.
- التواصل الفعال ومراقبة الجودة:
- توفير مواصفات واضحة: تعتبر الرسومات ثنائية الأبعاد مفصلة مع التحمل ونماذج CAD ثلاثية الأبعاد ضرورية لتجنب تفسيرات سوء التفسير وإعادة صياغة مكلفة.
- تنفيذ فحوصات جودة قوية: يمكن لمراقبة الجودة الاستباقية أن تمنع الخردة باهظة الثمن وإعادة صياغة وشحن الأجزاء المعيبة.
- تبسيط الخدمات اللوجستية والتعبئة:
- تحسين طرق الشحن: سرعة التوازن (الشحن الجوي) مع التكلفة (شحن البحر) بناءً على الجدول الزمني الخاص بك.
- عبوة بسيطة: التعبئة والتغليف السائبة القياسية أرخص من عبوات البيع بالتجزئة المخصصة.
مراقبة الجودة في صب حقن الصين
في حين أن الفعالية من حيث التكلفة هي بمثابة سحب كبير لقولبة حقن الصين ، فإن تحقيق وصيانة جودة المنتجات العالية أمر بالغ الأهمية. بدون مراقبة جودة صارمة (QC) ، يمكن أن تؤدي حتى أقل الأسعار إلى خسائر كبيرة من خلال المنتجات المعيبة ، وعدم الرضا بين العملاء ، وأضرار العلامة التجارية ، وإعادة صياغة مكلفة أو عمليات استدعاء. إن فهم كيفية إدارة الجودة ، والمشكلات التي يجب البحث عنها ، والشهادات التي يجب البحث عنها ضرورية لشراكة التصنيع الناجحة.
أهمية مراقبة الجودة:
مراقبة الجودة ليست مجرد فكرة لاحقة. إنه جزء لا يتجزأ من دورة حياة التصنيع بأكملها ، من التصميم إلى التسليم. لا يمكن المبالغة في أهميتها في صب الحقن ، خاصة عند الاستعانة بمصادر خارجية:
- ضمان موثوقية المنتج والأداء: تضمن الجودة الثابتة أن كل جزء يعمل على النحو المقصود ، ويلبي مواصفات التصميم ، ويؤدي بشكل موثوق في تطبيقه النهائي.
- تقليل العيوب والنفايات: تحدد مراقبة الجودة الفعالة المشكلات في وقت مبكر من العملية ، مما يمنع إنتاج مجموعات كبيرة من الأجزاء المعيبة ، وبالتالي تقليل نفايات المواد ، واستهلاك الطاقة ، وإعادة صياغة تكاليف.
- الحفاظ على سمعة العلامة التجارية: تقوم المنتجات عالية الجودة ببناء ثقة العملاء والولاء ، وتعزيز صورة علامتك التجارية والوقوف في السوق. على العكس ، يمكن أن تشوه الفشل في الجودة بسرعة سمعة.
- معايير ولوائح الصناعة: العديد من الصناعات (على سبيل المثال ، الطبية ، السيارات ، الفضاء) لها متطلبات تنظيمية صارمة يجب أن تلبي الأجزاء المقولبة. QC يضمن الامتثال.
- وفورات في التكاليف على المدى الطويل: في حين أن تنفيذ تدابير مراقبة الجودة له تكلفة مقدمة ، فإنه يوفر أكثر من ذلك بكثير من خلال منع عمليات الاسترجاع المكلفة ومطالبات الضمان والعوائد والحاجة إلى إلغاء الأجزاء وإعادة تصنيعها.
- إنتاج يمكن التنبؤ به: يؤدي نظام مراقبة الجودة القوي إلى نتائج إنتاج أكثر قابلية للتنبؤ بها ، وتأخير أقل ، وجداول توصيل أكثر موثوقية.
مشكلات الجودة الشائعة وكيفية تجنبها:
على الرغم من دقة صب الحقن ، يمكن أن تحدث عيوب مختلفة. إن إدراك هذه وفهم أسبابها هو مفتاح الوقاية وحل المشكلات الفعالة مع الشركة المصنعة الصينية.
-
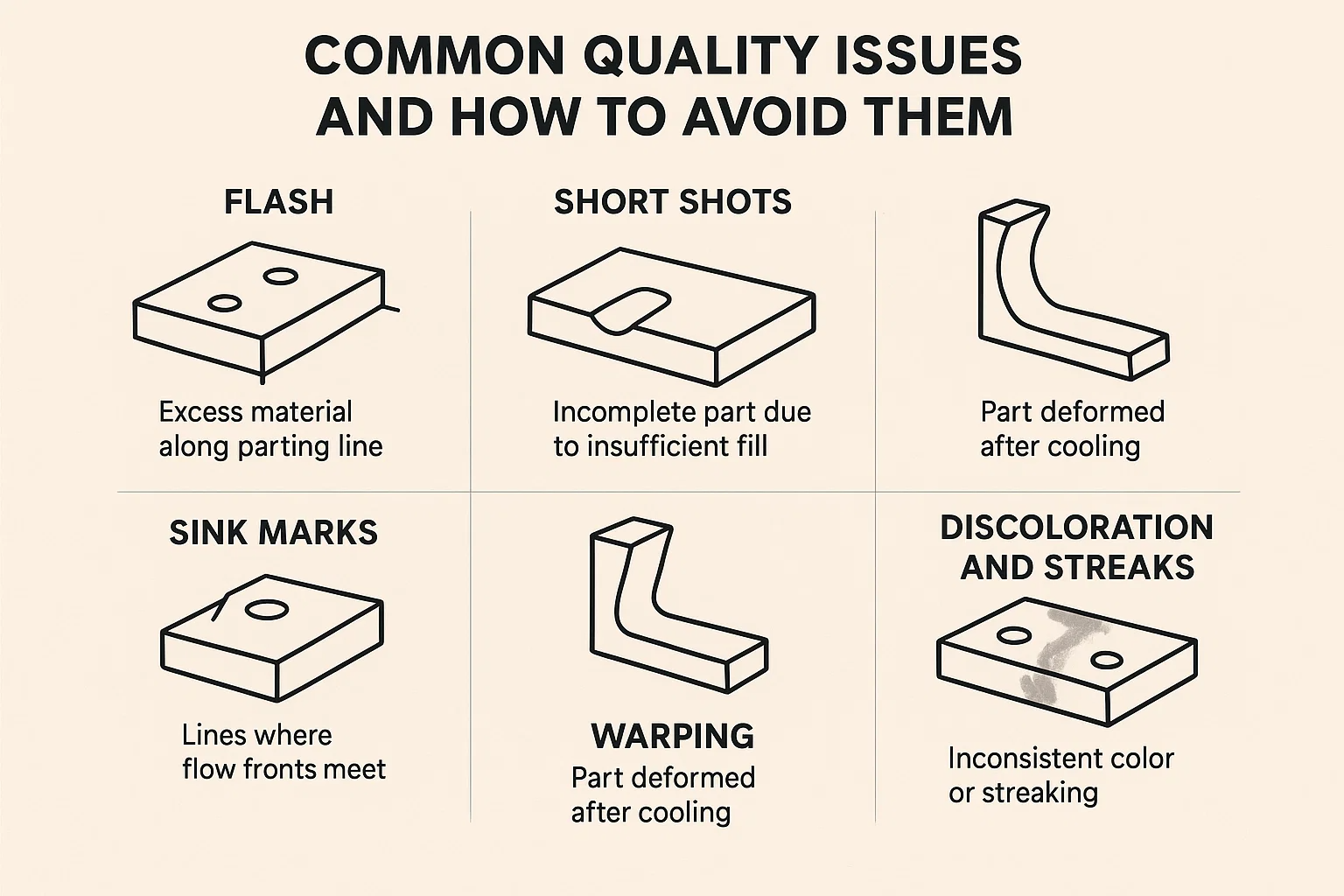
فلاش (أو بيرز):
- وصف: تتسرب المواد الزائدة من تجويف القالب ، وتشكل طبقة رقيقة غير مرغوب فيها على طول خط فراق الجزء.
- الأسباب: الكثير من ضغط الحقن أو السرعة ، أو قوة التثبيت غير الكافية ، أو القوالب البالية ، أو اختلال العفن ، أو تصميم القالب الضعيف (على سبيل المثال ، الختم غير لائق).
- تجنب: تحسين معلمات الحقن (الضغط ، السرعة) ، ضمان قوة التثبيت الكافية ، صيانة العفن العادية وفحصها ، وتصميم العفن الدقيق.
-
لقطات قصيرة (أو غير مملوءة):
- وصف: جزء غير مكتمل حيث لم يملأ البلاستيك المنصهر تجويف القالب بالكامل ، مما أدى إلى مفقودة.
- الأسباب: غير كافية من المواد المحقونة أو ضغط الحقن المنخفض أو اللزوجة المادية عالية جدًا أو درجة حرارة العفن منخفضة جدًا أو في الهواء/غير كافٍ.
- تجنب: زيادة حجم اللقطة ، وزيادة ضغط الحقن/السرعة ، وضمان درجة حرارة الذوبان المناسبة ، أو تحسين درجة حرارة القالب ، أو تحسين تنفيس القالب ، أو النظر في تغييرات موقع البوابة.
-
علامات الحوض:
- وصف: المنخفضات أو الحفر الضحلة على سطح جزء مقولب ، عادة في أقسام أكثر سمكا.
- الأسباب: التبريد غير المتكافئ للبلاستيك ، خاصةً عندما تبرد الأقسام السميكة أبطأ وتقلص إلى الداخل ، أو غير كافية من الضغط/الضغط.
- تجنب: تصميم أجزاء ذات سمك جدار موحد ، وزيادة ضغط الحجز والوقت ، أو انخفاض درجة حرارة الذوبان أو القالب قليلاً ، أو إعادة تصميم الجزء لتقليل الأقسام السميكة.
-
تزييف (أو تشويه):
- وصف: أجزاء مشوهة أو ملتوية لا تحتفظ شكلها المقصود بعد التبريد.
- الأسباب: معدلات التبريد غير المستوية في جميع أنحاء الجزء ، الضغوط الداخلية من انكماش المواد ، أو تصميم القالب غير لائق (على سبيل المثال ، عدم وجود سمك الجدار الموحد ، قنوات تبريد غير كافية).
- تجنب: تأكد من التبريد الموحد ودرجة حرارة العفن ، وتحسين وقت التبريد ، أو تصميم أجزاء بسمك جدار متسق ، أو النظر في تغييرات المواد مع انخفاض معدلات الانكماش.
-
خطوط اللحام (أو خطوط متماسكة):
- وصف: خطوط أو درجات مرئية حيث تلتقي جبهتان أو أكثر من البلاستيك المنصهر ويعيد إعادة توحيده ، وغالبًا ما يكون حول الثقوب أو الإدراج. هذه يمكن أن تكون مستحضرات التجميل أو الضعف الهيكلي.
- الأسباب: البلاستيك المصهور يتصلب قبل المزج بالكامل ، أو انخفاض درجة حرارة الذوبان أو العفن ، أو وضع بوابة ضعيف.
- تجنب: زيادة درجة حرارة الذوبان/القالب ، وزيادة سرعة الحقن ، أو تحسين موقع البوابة لتقليل مسارات التدفق ، أو استخدام المواد ذات خصائص تدفق أفضل.
-
تلون وشروط:
- وصف: لون غير متناسق ، ستراتيل ، أو بقع على سطح الجزء.
- الأسباب: التلوث في المادة الخام ، والخلط غير السليم للتلوين ، أو تدهور المواد بسبب الحرارة المفرطة ، أو بقايا في برميل/فوهة الماكينة.
- تجنب: ضمان نظافة المواد الخام ، والتجفيف السليم للمواد الرطبة ، والجرعات الملونة الدقيقة ، والتحكم في درجة حرارة الذوبان المحسنة ، وتنظيف الماكينة العادية.
-
الفراغات (أو الفقاعات):
- وصف: فقاعات الهواء المحاصرة أو جيوب فارغة داخل الجزء المقولب.
- الأسباب: ضغط التعبئة غير الكافي ، والغازات المحاصرة من الرطوبة أو تدهور المادة ، أو التبريد السريع الذي يغمض الجلد الخارجي قبل أن يتمكن النواة من توليدها.
- تجنب: زيادة ضغط التعبئة ، ضمان تجفيف المواد المناسبة ، تحسين تنفيس القالب ، أو تحسين معدلات التبريد.
تدابير وشهادات مراقبة الجودة:
يقوم مصنعو صب الحقن الصينية ذات السمعة الطيبة بتنفيذ تدابير شاملة في مراقبة الجودة طوال عملية الإنتاج بأكملها. عند فحص الموردين ، ابحث عن دليل على ما يلي:
-
مراجعة تصميم التصنيع (DFM): QC يبدأ في مرحلة التصميم. ستقوم الشركة المصنعة الجيدة بمراجعة تصميم الجزء الخاص بك لمشكلات التشكيل المحتملة (على سبيل المثال ، سمك الجدار ، زوايا المسودة ، تقويضات) قبل تصنيع العفن ، ومنع الأخطاء المكلفة أسفل الخط.
-
فحص المواد الواردة (IQC):
- التحقق من المواد الخام (الراتنج) مقابل المواصفات (على سبيل المثال ، ورقة بيانات سلامة المواد - MSDs ، شهادة التحليل - COA).
- التحقق من التجفيف السليم للمواد الرطبة ، لأن الرطوبة يمكن أن تسبب عيوب.
-
فحص العفن/الأدوات:
- الفحص الشامل للقالب ملفقة قبل تشغيل الإنتاج ، بما في ذلك عمليات الفحص الأبعاد ، والتحقق من الانتهاء من السطح ، واختبارات الوظائف (على سبيل المثال ، نظام العداء الساخن ، آلية طرد).
- تفتيش المقالة الأولى (FAI): إنتاج مجموعة صغيرة من الأجزاء ("المقالة الأولى") من القالب الجديد وإجراء فحص تفصيلي للبعيدة واختبار وظيفي. هذه خطوة حاسمة للتحقق من دقة القالب قبل الإنتاج الضخم.
-
مراقبة الجودة في العملية (IPQC):
- مراقبة المعلمة: المراقبة المستمرة والتحكم في معلمات الصب الحرجة (درجة الحرارة ، والضغط ، ووقت الدورة ، وسرعة الحقن) باستخدام تقنيات التحكم في العملية الإحصائية (SPC) لضمان الاتساق.
- عمليات التفتيش البصرية: فحوصات مرئية منتظمة من قبل المشغلين للعيوب مثل الفلاش أو تلون أو لقطات قصيرة.
- الشيكات الأبعاد: قياسات الأبعاد الدورية للأجزاء أثناء الإنتاج باستخدام الفرجار ، أجهزة ميكرومتر ، CMM (آلة قياس الإحداثيات) ، أو المقارنات البصرية للتأكد من بقائها ضمن التحمل المحدد.
- أخذ العينات: تنفيذ خطة أخذ العينات المحددة (على سبيل المثال ، AQL - حد جودة مقبول) لفحص مجموعة فرعية من الأجزاء على فترات منتظمة.
-
مراقبة الجودة النهائية (FQC) / فحص ما قبل الشحن:
- فحص نهائي وشامل للمنتجات النهائية قبل التغليف والشحن. وهذا يشمل الاختبار البصري والأبعاد والوظيفية في كثير من الأحيان.
- التحقق من التغليف ووضع العلامات.
- في كثير من الأحيان ، يتم توظيف وكالات التفتيش الطرف الثالث في هذه المرحلة لإجراء تقييم غير متحيز.
الشهادات:
توضح الشهادات التزام الشركة المصنعة بأنظمة إدارة الجودة المعمول بها ومعايير الصناعة المحددة.
- ISO 9001: هذا هو المعيار الدولي الأكثر شيوعًا والأساسي لأنظمة إدارة الجودة (QMS). لدى شركة ISO 9001 المعتمدة نظامًا موثقًا في مكانه لإدارة عملياتها ، وضمان الاتساق ، ورضا العملاء ، والتحسين المستمر. إنه توقع أساسي لأي مصنع صيني محترم.
- ISO/TS 16949 (الآن IATF 16949): هذا هو معيار إدارة جودة محدد لصناعة السيارات. المصنّعون الذين لديهم هذه الشهادة من ذوي الخبرة العالية في متطلبات الجودة الصارمة ، وضوابط العملية ، والتحسين المستمر ، مما يجعلها شركاء مثاليين لمكونات السيارات.
- ISO 13485: يحدد هذا المعيار متطلبات نظام إدارة الجودة الشامل لتصميم وتصنيع الطبي
- CE ، ROHS ، REACH ، FDA ، إلخ.: هذه هي شهادات الامتثال الخاصة بالمنتجات ذات الصلة ببعض الأسواق أو قيود المواد. على الرغم من عدم وجود شهادة QMS مباشرة ، إلا أن معرفة الشركة المصنعة بهذه المعايير والقدرة على إنتاج أجزاء متوافقة هي مؤشر قوي على قدراتها على الجودة.
العثور على شريك صب حقن الصين الصحيح
يمكن القول إن تحديد وتأمين شريك مصبوب حقن موثوق ومختص في الصين هو الخطوة الأكثر أهمية لنجاح مشروعك. السوق شاسع ، حيث يتراوح الآلاف من الموردين من ورش العمل الصغيرة إلى المصانع الكبيرة والأتمتة للغاية. يتطلب التنقل في هذا المشهد نهجًا استراتيجيًا ، وعناية واسعة شاملة ، وفهم التواصل الفعال والفروق الثقافية.
أين يمكن العثور على شركات صب الحقن في الصين:
هناك العديد من الطرق التي يجب استكشافها عند البحث عن شركاء التصنيع المحتملين:
-
منصات وأدلة B2B عبر الإنترنت: غالبًا ما تكون هذه هي المحطة الأولى للعديد من الشركات بسبب قواعد البيانات واسعة النطاق وسهولة الوصول إليها.
- alibaba.com: أكبر سوق عالمي B2B ، يقدم مجموعة واسعة من الشركات المصنعة. استخدم المرشحات لـ "المورد الذي تم التحقق منه" و "ضمان التجارة" وفئات المنتجات المحددة لتضييق بحثك. مراجعة ملفات تعريف الموردين ، تاريخ المعاملات ، ومراجعات العملاء.
- المصادر العالمية (Globalsources.com): على غرار Alibaba ، مع التركيز القوي على الإلكترونيات والمكونات والصناعات الأكثر تخصصًا. المعروف لمزيد من ملفات تعريف الشركة التفصيلية.
- Made-in-fhich.com: منصة بارزة أخرى تقدم مجموعة واسعة من الموردين في مختلف الصناعات ، بما في ذلك البلاستيك والقولبة.
- أدلة التصنيع المتخصصة: قد تقدم بعض مواقع الويب أو جمعيات الصناعة قوائم أكثر برعاية من الشركات المصنعة التي تركز بشكل خاص على صب الحقن أو نوع المنتج الخاص بك.
- خدمات المصادر المدارة: تقدم شركات مثل Xometry أو Sourcing Allies خدمات مُدارة حيث لديهم شبكة تم فحصها من الموردين الصينيين والتعامل مع الاتصالات وإدارة المشاريع نيابة عنك ، والتي يمكن أن تكون مفيدة لأولئك الجدد في المصادر في الصين أو بموارد محدودة.
-
المعارض التجارية: يوفر حضور المعارض التجارية في الصين فرصة لا مثيل لها للتفاعل وجهاً لوجه ، وزيارات المصنع ، وتقييم القدرات المباشرة.
- Chinaplas: يمكن القول إن هذا المعرض الرائد في العالم للبلاستيك والتجارة المطاطية ، والذي يعقد سنويًا في الصين (بالتناوب بين شنتشن وشنغهاي). إنه حدث أساسي لاكتشاف التقنيات والمواد والتواصل بعدد كبير من مصنعي آلات صب الحقن ومقدمي الخدمات.
- الموت والعفن الصين: معرض مهم آخر يركز على وجه التحديد على تصنيع العفن والموت ، وهو أمر لا يتجزأ من صب الحقن.
- كانتون معرض (معرض الاستيراد والتصدير الصيني): في حين أن معرضًا أوسع يغطي جميع فئات المنتجات تقريبًا ، فإن معرض كانتون غالبًا ما يكون له قسم مهم مخصص للآلات والمنتجات الصناعية حيث تظهر شركات صب الحقن.
- المعارض الخاصة بالصناعة: اعتمادًا على منتجك (على سبيل المثال ، قطع غيار السيارات والأجهزة الطبية) ، قد تكون هناك معارض تجارية متخصصة في الصين حيث يمكنك العثور على الشركات المصنعة ذات الخبرة والشهادات ذات الصلة.
-
الإحالات والشبكات:
- اتصالات الصناعة: الاستفادة من شبكتك المهنية. اطلب من الزملاء أو أقران الصناعة أو الاستشاريين توصيات بناءً على تجاربهم الإيجابية.
- وكلاء المصادر/الاستشاريين: يمكن أن يقدم وكلاء المصادر ذات الخبرة أو الاستشاريين الذين لديهم وجود قوي وشبكة في الصين مساعدة لا تقدر بثمن. غالبًا ما يكون لديهم قوائم محددة مسبقًا من الموردين الموثوقين ويمكنهم سد الفجوات الثقافية والاتصالات.
العناية الواجبة: التحقق من قدرات المورد وخبرته:
بمجرد أن يكون لديك قائمة بالشركاء المحتملين ، فإن العناية الواجبة الصارمة أمر بالغ الأهمية. لا تعتمد فقط على ملفات التعريف عبر الإنترنت.
-
طلب معلومات الشركة الشاملة:
- ترخيص الأعمال والتسجيل: اطلب نسخة من رخصة العمل الرسمية الخاصة بهم. تحقق من شرعيتها من خلال قواعد بيانات الحكومة الصينية الرسمية (على سبيل المثال ، نظام الدعاية للمعلومات الائتمانية للمؤسسة الوطنية - NECIPS). هذا يؤكد أنهم كيان مسجل قانونيا.
- الشهادات: اطلب نسخًا من الشهادات ذات الصلة (ISO 9001 ، ISO 13485 ، IATF 16949 ، وما إلى ذلك) وتحقق من أصالتها مع الهيئات المصدرة إن أمكن.
- ترخيص التصدير: تأكد من أن لديهم التراخيص اللازمة لتصدير البضائع من الصين.
- ملف تعريف الشركة والتاريخ: فهم سنواتهم في العمل ، وحجم الشركة ، وعدد الموظفين ، والأسواق الرئيسية التي يتم تقديمها. تاريخ التشغيل الأطول غالبا ما يشير إلى الاستقرار.
-
تقييم قدرات التصنيع:
- قائمة المعدات: اطلب قائمة مفصلة من آلاتهم ، بما في ذلك الحمولة الآلية للحقن والعلامات التجارية والأعمار. هذا يشير إلى قدرتهم وقدرتهم على التعامل مع حجم الجزء الخاص بك.
- قدرات الأدوات: اسأل عما إذا كان لديهم إمكانات تصميم العفن والتصنيع في المنزل أو إذا كانوا الاستعانة بمصادر خارجية. غالبًا ما توفر الأدوات الداخلية تحكمًا أفضل في أوقات الجودة والرصاص.
- القدرة الإنتاجية: ناقش طاقتها الإنتاجية اليومية/الشهرية ذات الصلة بحجم مشروعك.
- تجربة المواد: تأكد من تجربتهم مع المواد البلاستيكية المحددة التي تخطط لاستخدامها.
- العمليات الثانوية: استفسر عن قدراتها لعمليات ما بعد التعبير مثل التجميع والطلاء والطباعة واللحام بالموجات فوق الصوتية ، وما إلى ذلك ، إذا لزم الأمر.
- أجزاء العينة: طلب عينات من الأجزاء التي تم تشكيلها من قبل (مماثلة بشكل مثالي في التعقيد أو المواد الخاصة بك). هذا يمنحك إحساسًا ملموسًا بجودتها.
-
تقييم أنظمة مراقبة الجودة:
- وثائق QMS: اطلب دليل نظام إدارة الجودة (QMS) أو الإجراءات ، وخاصة فيما يتعلق بفحص المواد الوارد ، والتحكم في العملية ، والتفتيش النهائي.
- معدات التفتيش: استفسر عن أدوات التفتيش الخاصة بهم (CMM ، الفرجار ، المقاييس ، المقارنات البصرية).
- التتبع: فهم نظامهم لتتبع المواد ودفعات الإنتاج.
- إدارة العيوب: كيف يحددون وتوثيق وحل مشكلات الجودة؟
- عمليات تدقيق الطرف الثالث: فكر في توظيف شركة تفتيش طرف ثالث لإجراء مراجعة المصنع. يوفر هذا تقييمًا موضوعيًا لمرافقهم وعملياتهم وأنظمة الجودة.
-
فحص الاستقرار المالي (إن أمكن): على الرغم من أنه من الصعب الحصول عليها مباشرة ، إلا أن المورد المستقر ماليًا أقل عرضة للتوقف عن العمليات في منتصف المشروع. قد يتمكن وكيل المصادر أو وكالة ائتمان تجارية من تقديم بعض الأفكار.
-
مراجع: اطلب المراجع من العملاء الدوليين الحاليين أو السابقين ، واتصل بهم فعليًا للاستفسار عن خبرتهم فيما يتعلق بالجودة والتسليم والتواصل وحل المشكلات.
التواصل والاعتبارات الثقافية:
التواصل الفعال أمر بالغ الأهمية للنجاح والتغلب على التحديات المحتملة عند العمل مع الشركات المصنعة الصينية.
-
حواجز اللغة:
- الكفاءة الإنجليزية: في حين أن العديد من المتخصصين في الأعمال الصينيين يتحدثون الإنجليزية ، فإن مستويات الكفاءة تختلف. استخدم لغة واضحة وموجزة. تجنب عامية ، مصطلحات ، وجمل معقدة للغاية.
- الاتصالات المكتوبة: تفضل الاتصال المكتوب (البريد الإلكتروني ، رسائل WeChat) لضمان سجل واضح من المناقشات والقرارات. استخدم نقاط الرصاص وقوائم مرقمة للوضوح.
- صور: استخدم نماذج CAD ثلاثية الأبعاد ، ورسومات ثنائية الأبعاد مفصلة مع التحمل ، والصور المشروحة ، ومقاطع الفيديو لنقل المعلومات بدقة. "الصورة تساوي ألف كلمة" صحيحة بشكل خاص هنا.
- شخص اتصال مخصص: تهدف إلى إنشاء علاقة مع شخص اتصال محدد يتحدث الإنجليزية المسؤول عن مشروعك.
-
الفروق الدقيقة الثقافية:
- Guanxi (العلاقات): في الصين ، يتم تقدير العلاقات بشكل كبير في الأعمال التجارية. يمكن أن يؤدي استثمار الوقت في بناء الثقة والعلاقة ("Guanxi") إلى عمليات أكثر سلاسة ، ومرونة أكبر ، ونتائج أفضل. يمكن أن يتضمن ذلك تواصلًا منتظمًا ، وإظهار الاحترام ، وأحيانًا حتى الارتباطات الاجتماعية.
- "الوجه الوجه" (ميانزي): هذا المفهوم أمر بالغ الأهمية. غالبًا ما تتجنب ثقافة الأعمال الصينية المواجهة المباشرة "لا" أو مفتوحة لتجنب التسبب في "فقدان الوجه" (الإحراج أو فقدان الكرامة أو السمعة).
- تداعيات: قد تعني "نعم" أحيانًا "ربما" ، "أفهم السؤال" أو "سأحاول". لا يضمن دائمًا القدرة أو الاتفاق.
- الاستراتيجية: التحلي بالصبر وتأكيد الفهم. اطرح أسئلة مفتوحة. بدلاً من "هل يمكنك القيام بذلك؟" ، جرب "كيف ستحقق X؟" أو "ما هي التحديات التي تتوقعها مع Y؟" ابحث عن تفسيرات مفصلة وخطط قابلة للتنفيذ بدلاً من مجرد تأكيد بسيط. تجنب انتقاد علني أو تحدي الاتصال الخاص بك مباشرة ؛ تقديم ملاحظات بناء وخاصة.
- تَسَلسُل: احترم سلسلة القيادة. القرارات غالبا ما تأتي من أعلى. فهم من هم صانعي القرار وحاولوا بناء علاقة معهم.
- الصبر والمنظر طويل الأجل: غالبًا ما يستغرق بناء علاقة تصنيع ناجحة في الصين وقتًا. التحلي بالصبر ، استثمر في العلاقة ، والتركيز على الفوائد المتبادلة طويلة الأجل بدلاً من التفاعلات المعاملة البحتة.
- أسلوب التفاوض: كن مستعدًا لأسلوب تفاوض مختلف. في بعض الأحيان قد تكون الاقتباسات الأولية عالية ، وتوقع التفاوض. التركيز على نتائج الفوز.
النماذج الأولية والأدوات
قبل الغوص في الإنتاج الضخم ، مرحلتين حرجة في رحلة صب الحقن هما النماذج الأولية والأدوات. هذه المراحل مفيدة في صحة التصميم الخاص بك ، وضمان التصنيع ، والتحضير لإنتاج فعال وعالي الجودة.
دور النماذج الأولية في صب الحقن:
النماذج الأولية هي إنشاء نماذج مادية أولية لمنتجك أو مكوناته. بالنسبة لقولبة الحقن ، تخدم النماذج الأولية عدة وظائف حيوية:
-
التحقق من صحة التصميم والصقل:
- النموذج والتناسب والوظيفة (FFF): تتيح لك النماذج الأولية تقييم ما إذا كانت أبعاد الجزء وشكله وميزاتك صحيحة ، إذا كانت تتناسب مع مكونات أخرى في التجميع ، وإذا كانت تؤدي وظيفتها المقصودة في بيئة حقيقية.
- اكتشاف العيوب المبكر: العديد من عيوب التصميم أو القضايا المتعلقة بالتجميع أو بيئة العمل أو النزاهة الهيكلية واضحة فقط في نموذج مادي ، وليس على الشاشة. التقاط هذه مبكر يوفر الوقت الهائل والتكلفة في اتجاه مجرى النهر.
- التقييم الجمالي: توفر النماذج الأولية تمثيلًا ملموسًا لمظهر المنتج ، مما يتيح التعديلات الجمالية قبل الالتزام بأدوات الإنتاج باهظة الثمن.
-
كفاءة التكلفة:
- تجنب إعادة صياغة مكلفة: تعديل قالب الإنتاج النهائي مكلف للغاية ويستغرق وقتًا طويلاً. يحدد النماذج الأولية مشكلات التصميم مقدمًا ، مما يتيح إجراء تعديلات أولية رقمية أو سريعة منخفضة التكلفة قبل قطع القالب. "فشل مبكرًا ، تفشل رخيصًا."
- اختبار المواد والعملية: على الرغم من عدم صنعه في كثير من الأحيان من مادة الإنتاج النهائية أو مع قالب الإنتاج ، إلا أن النماذج الأولية يمكن أن تساعد في التحقق من جوانب سلوك المواد أو تسليط الضوء على تحديات التشكيل المحتملة.
-
تسارع وقت السوق: من خلال تبسيط عملية التحقق من صحة التصميم ، يساعد النماذج الأولية على تقليل دورات تطوير المنتجات بشكل عام ، مما يتيح لك رفع منتجك إلى السوق بشكل أسرع.
-
تحسين التواصل والتعاون: يعمل النموذج الأولي المادي كلغة عالمية بين المصممين والمهندسين وفرق التسويق وأصحاب المصلحة. إنه يسهل مناقشات أوضح ، ويحدد التوقعات ، ويضمن أن الجميع على نفس الصفحة حول المنتج النهائي.
طرق النماذج الأولية (صب ما قبل الحقن):
في حين أن "صب حقن النموذج الأولي" (باستخدام أدوات الألومنيوم أو الفولاذ الناعم للتشغيل المنخفضة الحجم) موجودة ، فإن المراحل المبكرة من النماذج الأولية غالباً ما تستخدم طرقًا أخرى:
- الطباعة ثلاثية الأبعاد (التصنيع الإضافي):
- المزايا: سريع للغاية وفعال من حيث التكلفة للوحدات المفردة أو أحجام منخفضة للغاية ، يسمح بالهندسة المعقدة ، وتغيرات التصميم التكرارية سريعة.
- عيوب: عادة لا تكرر خصائص المواد راتنجات صب الحقن الفعلية (على سبيل المثال ، القوة ، النهاية السطحية ، الخواص الحرارية) ، غير مناسبة للكميات العالية ، ولا يمكنها التحقق من صحة عملية صب الحقن نفسها. الأفضل للشكل المبكر وتناسب الشيكات.
- تصنيع CNC:
- المزايا: يمكن تحقيق دقة عالية ، ويعمل مع مجموعة واسعة من المواد البلاستيكية من الدرجة الهندسية التي تقترب من مواد الإنتاج النهائية.
- عيوب: أكثر تكلفة وأبطأ من الطباعة ثلاثية الأبعاد ، وخاصة بالنسبة للأجزاء المعقدة ؛ لا يزال لا يكرر تماما الإجهاد/تدفق صب الحقن.
- صب الفراغ (صب يوريتان):
- المزايا: جيد لإنتاج دفعات صغيرة (10-50 وحدة) من الأجزاء التي تحاكي عن كثب الأجزاء المصبوبة بالحقن من حيث المظهر وخصائص ميكانيكية معينة ، باستخدام قوالب السيليكون من نمط رئيسي.
- عيوب: ليس مواد صب الحقن الفعلية ، يمكن أن يكون لها قيود في حجم الجزء والتعقيد ، وهو لحجم منخفض للغاية فقط.
فهم تكاليف الأدوات وأوقات الرصاص (أدوات قالب الحقن):
الأدوات ، أو تصنيع العفن ، هي أهم استثمار مقدم في صب الحقن. يعد فهم تكاليفه وأوقاتها المتاحة أمرًا بالغ الأهمية لتخطيط المشروع وتوزيعات الميزانية.
تكاليف الأدوات:
كما تمت مناقشته سابقًا في تحليل التكلفة ، تتأثر تكاليف العفن بـ:
- تعقيد الجزء: التصميمات المعقدة ذات التحمل الضيق ، والميزات الداخلية ، أو تقويضات (تتطلب الشرائح/المصاعد) ، أو القوام الدقيقة تتطلب تصميمات أكثر تعقيدًا ومكلفة وعمليات تصنيع (على سبيل المثال ، EDM ، قطع الأسلاك).
- مادة العفن:
- الألومنيوم (على سبيل المثال ، 7075-T6): أقل تكلفة ، أسرع للآلة ، مناسبة للنماذج الأولية أو الإنتاج المنخفض الحجم (على سبيل المثال ، من 1000 إلى 10،000 طلقة). أكثر ليونة ، لذلك يمكن أن يكون التآكل مشكلة لأحجام كبيرة.
- P20 Steel (صدر مسبقًا): توازن شائع في التكلفة والمتانة ، جيد للإنتاج المتوسط الحجم (على سبيل المثال ، من 10000 إلى 100000 طلقة).
- الصلب المصلب (على سبيل المثال ، H13 ، S7 ، NAK80): أغلى ، ولكنه يوفر صلابة فائقة ، ومقاومة للارتداء ، وطول العمر ، وهو أمر ضروري للإنتاج ذو الحجم العالي (على سبيل المثال ، 100000 إلى ملايين الطلقات) والأجزاء التي تتطلب التحمل الضيق أو التشطيبات السطحية الممتازة.
- عدد التجاويف: المزيد من التجاويف تزيد من تكلفة القالب الأولية ولكن تقليل التكلفة لكل جزء عن طريق تسريع الإنتاج. سيكون قالب 4-cavity أغلى من قالب التجويف الواحد ولكنه سوف ينتج أجزاء أسرع أربع مرات.
- Hot Runner vs. Cold Runner System: تعد أنظمة Hot Runner أكثر تعقيدًا ومكلفة للبناء ولكنها تزيل نفايات العداء ويمكن أن تقلل من أوقات الدورة ، مما يوفر وفورات طويلة الأجل للإنتاج ذو الحجم العالي. قوالب العداء الباردة أبسط وأرخص مقدما.
- الانتهاء من السطح: تتطلب التشطيبات المرتفعة أو المُحسّنة تلميعًا أو حفرًا معقدًا ، مما يضيف التكلفة.
- حجم القالب: تتطلب الأجزاء الأكبر قوالب أكبر ، والتي تستهلك المزيد من الصلب وتتطلب المزيد من وقت التصنيع.
- المورد النفقات العامة وهامش الربح: هذه تختلف بين الشركات المصنعة.
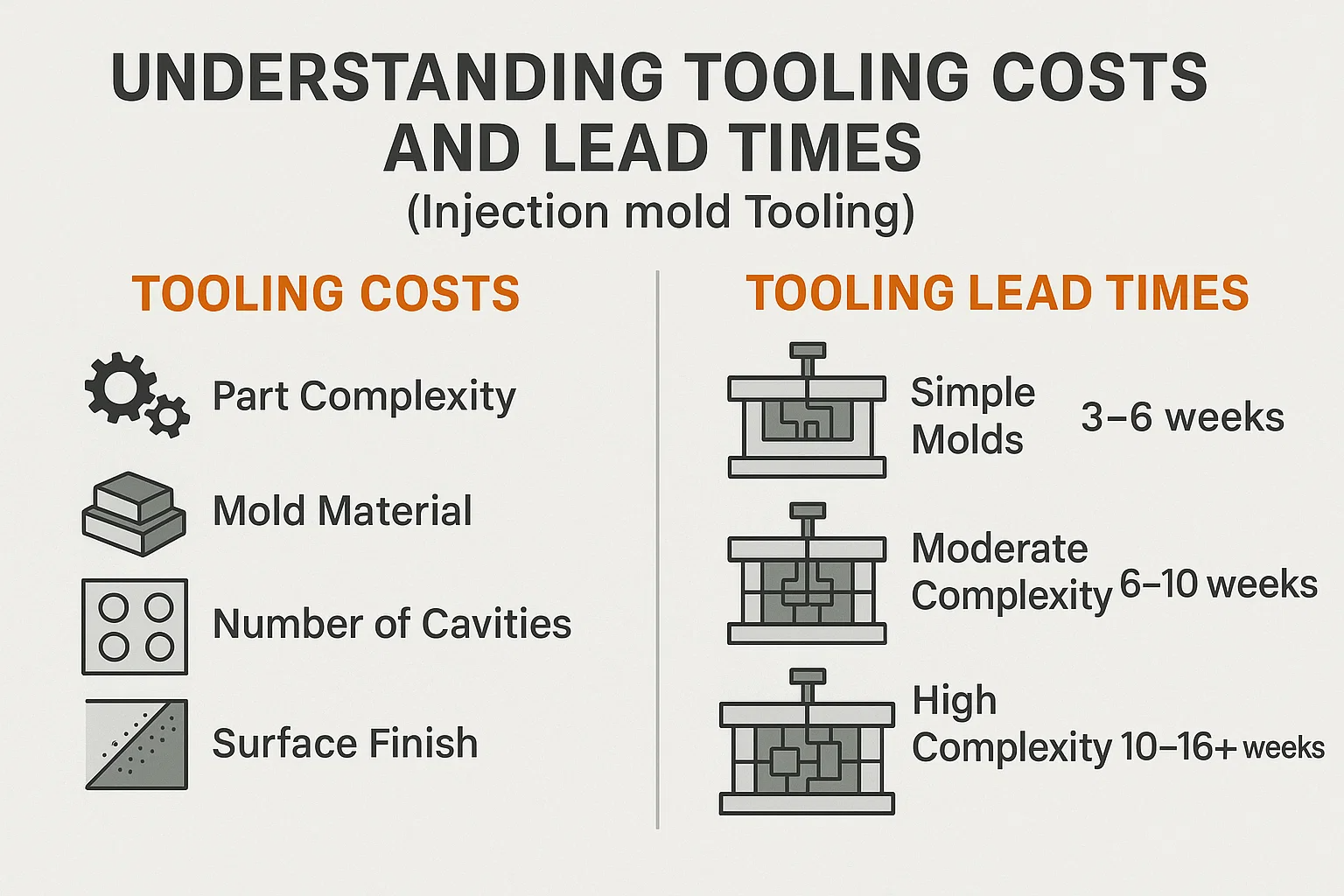
أوقات الأدوات الأدوات:
يمكن أن تختلف أوقات الرصاص لتصنيع العفن في الصين بشكل كبير بناءً على التعقيد:
- قوالب بسيطة (تجويف مفرد ، هندسة أساسية ، ألومنيوم/P20 الصلب): يمكن أن تتراوح من 3-6 أسابيع .
- التعقيد المعتدل (التجويف المتعدد ، وبعض عمليات التقوض ، P20 الصلب): عادة 6-10 أسابيع .
- التعقيد العالي (التجويف المتعدد ، العداء الساخن ، الأسف المعقدة ، الصلب المتصلب): يمكن أن تأخذ 10-16 أسابيع .
وتشمل هذه الأوقات العادية التصميم ، واكتساب المواد ، والآلات ، والتجميع ، والاختبار الأولي (T0 Trial). من الأهمية بمكان الحصول على جدول زمني واضح من المورد الخاص بك وعوامله في جدول المشروع العام. التأخير في الأدوات تؤثر بشكل مباشر على وقت السوق.
اعتبارات تصميم التصنيع (DFM):
يعد تصميم القابلية للتصنيع (DFM) ، الذي يشار إليه غالبًا باسم التصميم في سياق صب الحقن ، ممارسة تحسين تصميم المنتج لجعله أسهل وأكثر فعالية من حيث التكلفة وأكثر موثوقية للتصنيع باستخدام عملية محددة. إن الانخراط في DFM مع شريكك الصيني في وقت مبكر من مرحلة التصميم أمر بالغ الأهمية.
تشمل اعتبارات DFM الرئيسية لعلم الحقن ما يلي:
- سمك الجدار الموحد:
- مبدأ: الحفاظ على سمك الجدار متسق في جميع أنحاء الجزء قدر الإمكان.
- لماذا: يسبب سماكة الجدار غير المتكافئة تبريدًا وتقلصًا غير متناسق ، مما يؤدي إلى عيوب مثل التزييف ، وعلامات بالوعة (المنخفضات) ، والضغوط الداخلية. كما أنه يجعل ملء العفن أكثر تحديا.
- كيف: إذا كانت الاختلافات لا يمكن تجنبها ، اجعل التحولات تدريجية (على سبيل المثال ، استخدام الشرائح).
- زوايا المسودة:
- مبدأ: أضف تفتقًا طفيفًا إلى جميع الجدران الرأسية (الأسطح موازية لاتجاه فتح القالب).
- لماذا: يسمح للجزء بالخروج بسهولة من القالب دون التمسك أو الخدش أو تشوه. بدون مسودة كافية ، يمكن أن تتعثر الأجزاء ، مما يتطلب قوة طرد مفرطة تدمر الجزء والقالب.
- توصية: غالبًا ما ينصح بحد أدنى من 0.5-1 درجة لكل جانب للأسطح الملساء ، مع المزيد (على سبيل المثال ، 2-5 درجات) اللازمة للأسطح المحكم أو الميزات العميقة.
- نصف القطر والشرائح (الزوايا المستديرة):
- مبدأ: تجنب الزوايا الداخلية والخارجية الحادة. بدلاً من ذلك ، استخدم نصف قطر سخية (زوايا خارجية مدورة) وشرائح (زوايا داخلية مدورة).
- لماذا: تخلق الزوايا الحادة تركيزات الإجهاد (النقاط التي يتراكم فيها الإجهاد) ، والتي يمكن أن تؤدي إلى كسر جزء أثناء طرد أو استخدام. كما أنها تعوق تدفق البلاستيك ، وزيادة تآكل العفن ، ويمكن أن يكون من الصعب الجهاز. تعزز الشرائح تدفق المواد الأكثر سلاسة وتقليل التوتر.
- توصية: يجب أن يكون نصف القطر الداخلي على الأقل 0.5 مرة على الأقل سماكة الجدار ، ونصف قطر خارجي 1.5 أضعاف سماكة الجدار.
- تقليل التقتيم:
- مبدأ: إن Undercut هي أي ميزة تمنع جزءًا من سحبها مباشرة من القالب على طول اتجاه الفتح (على سبيل المثال ، ثقب على الجانب ، مقطع ، ميزة SNAP).
- لماذا: تتطلب عمليات التقويض آليات عفن إضافية ومكلفة مثل الشرائح (الإجراءات الجانبية) أو المصاعد أو السحب الأساسي للسماح بإخراج الجزء. هذه تضيف التعقيد والتكلفة والصيانة للقالب.
- كيفية التخفيف:
- إعادة التصميم: هل يمكن نقل الميزة أو إعادة تصميمها لتتماشى مع اتجاه فتح القالب؟
- Core-Pull/Slides: إذا كانت ضرورية ، اقبل تكلفة الأدوات المضافة والتعقيد.
- الاصطدام: بالنسبة إلى عمليات التقويض الصغيرة جدًا والمرنة (على سبيل المثال ، الميزات الشائكة الصغيرة) ، قد يتشوه الجزء قليلاً إلى "صدم" ميزة القالب دون إجراء جانبي ، ولكن هذا يحتاج إلى تصميم دقيق واختيار المواد.
- موقع البوابة:
- مبدأ: الموضع الاستراتيجي للبوابة (حيث يدخل البلاستيك في تجويف القالب) أمر بالغ الأهمية.
- لماذا: يؤثر على تدفق المواد ، ونمط التعبئة ، وإمكانية لخطوط اللحام ، وعلامات الحوض ، وقشدة البوابة (العلامة الصغيرة اليسار حيث تتم إزالة العداء).
- اعتبارات: عادةً ما يتم وضعها في الجزء الأكثر سمكًا من الجزء لضمان التعبئة والتعبئة المناسبة ، أو في منطقة غير مسيوية. يمكن لبرنامج تحليل تدفق القالب محاكاة وضع البوابة الأمثل.
- وضع دبوس القاذف:
- مبدأ: ضع دبابيس القاذف في المناطق التي لن تضعس جماليات أو وظائف ، بشكل مثالي على ميزات صلبة أو حيث تكون العلامات مقبولة.
- لماذا: يضمن طرد سلس دون تشوه أو إتلاف الجزء.
- اعتبارات: تأكد من استخدام دبابيس القاذف الكافية ، وخاصة بالقرب من الأضلاع أو الرؤساء ، لتوزيع قوة طرد بالتساوي.
- الأضلاع والرؤساء:
- مبدأ: استخدم الأضلاع لإضافة القوة والصلابة دون زيادة سمك الجدار بشكل عام. الرؤساء عبارة عن نتوءات أسطواني تستخدم للتصاعد أو التثبيت أو تحديد موقعها.
- لماذا: الاستخدام الفعال للمواد للنزاهة الهيكلية.
- تصميم: يجب أن يكون سمك الضلع عادة 40-60 ٪ من سمك الجدار الاسمي لتجنب علامات الحوض. يجب أن يتم تصميم الرؤساء مع مسودة كافية ومركز مغطى بسمك الجدار الموحد.
- التسامح:
- مبدأ: حدد التحمل فقط كما هو ضروري وظيفيا.
- لماذا: إن التحمل الضيق للغاية يزيد من تكلفة العفن ، ووقت الأدوات ، وصعوبة الإنتاج ، وتكاليف التفتيش.
- اعتبارات: ناقش التحمل القابل للتحقيق مع الشركة المصنعة على أساس المواد وحجم الجزء ونوع القالب.
إدارة الإنتاج والخدمات اللوجستية
بمجرد الانتهاء من القالب الخاص بك والموافقة عليه ، ويبدأ الإنتاج ، يتحول التركيز إلى الإشراف على عملية التصنيع وضمان توصيل فعال وفعال من حيث التكلفة لأجزائك النهائية. يمكن أن تكون إدارة الجداول الزمنية للإنتاج والشحن والعادات معقدة ، ولكن مع التخطيط والتواصل السليم ، إنها عملية يمكن التحكم فيها.
![]()
الجداول الزمنية للإنتاج وأوقات الرصاص:
يعد فهم العوامل التي تؤثر على أوقات الإنتاج ضرورية لوضع توقعات واقعية وتخطيط سلسلة التوريد الخاصة بك.
- مهلة الأدوات (كما تمت مناقشتها): هذا هو الوقت الأولي ، في كثير من الأحيان أطول ، المهلة. بمجرد اكتمال القالب والتحقق من صحته ، يمكن أن يكون إنتاج الأجزاء الفعلي سريعًا للغاية.
- حجم الإنتاج:
- حجم منخفض إلى متوسط: بالنسبة للتشغيل الأصغر (على سبيل المثال ، بضعة آلاف إلى عشرات الآلاف من الأجزاء) ، قد يتم الانتهاء من الإنتاج في غضون بضعة أيام إلى أسبوعين ، اعتمادًا على تعقيد الجزء وعدد تجاويف العفن.
- إنتاج كبير/إنتاج كبير: لمئات الآلاف أو الملايين من الأجزاء ، سيكون الإنتاج عملية مستمرة. بينما وقت الدورة لكل جزء سريع للغاية ، بشكل عام تشغيل الإنتاج يمكن أن تمتد أسابيع أو أشهر. سيقوم المصنعون في كثير من الأحيان بجدولة إنتاجك على آلات وحيلات محددة.
- جزء التعقيد ووقت الدورة: سيتم إنتاج أجزاء أبسط بأوقات دورة أقصر بشكل طبيعي بشكل أسرع من الأجزاء المعقدة التي تتطلب تبريدًا أطول أو عمليات ثانوية معقدة.
- توافر المواد: تأكد من أن المادة التي اخترتها متاحة بسهولة لتجنب التأخير. قد يكون لدى بعض المواد المتخصصة أو المخصصة أوقات زمنية أطول من مورد الراتنج إلى مصنع صب.
- العمليات الثانوية: إذا كانت أجزائك تتطلب عمليات ما بعد التعبير مثل الرسم أو الطباعة أو التجميع أو العبوة المتخصصة ، فستضيف هذه إلى إجمالي مهلة الإنتاج. تأكد من الحسبان في الجدول الزمني المقتبس.
- إجراءات مراقبة الجودة: سيؤثر مدى وصرامة عمليات التفتيش في العملية والنهائية على جدول الإنتاج الإجمالي.
- تحميل وجدولة المصنع: ستلعب قائمة انتظار الإنتاج الحالية للشركة المصنعة وقدراتها دورًا مهمًا. ناقش دائمًا أوقات العملاء المقدرة مع المورد الخاص بك واطلب جدول إنتاج مفصل.
- العطلات: يمكن أن تتسبب العطلات الوطنية الصينية (وخاصة رأس السنة الصينية الجديدة ، والذهبي ، ومهرجان القوارب التنين) إلى إغلاق كبير للمصنع والتأخير اللوجستية. خطط جدول الإنتاج الخاص بك حول هذه الفترات.
استراتيجيات لإدارة الجداول الزمنية للإنتاج:
- اتصال واضح: الحفاظ على اتصال مستمر وواضح مع المورد الخاص بك. اطلب تحديثات منتظمة حول حالة الإنتاج ، بما في ذلك الصور أو مقاطع الفيديو لخط الإنتاج.
- جدول إنتاج مفصل: اطلب مخطط Gantt أو جدول زمني مفصل لكل مرحلة من مراحل الإنتاج.
- مؤشرات الأداء الرئيسية (KPIs): اتفق على مؤشرات الأداء الرئيسية المحددة ، مثل إنتاج الإنتاج اليومي ، ومعدلات العيب ، وتواريخ التسليم.
- اجتماع ما قبل الإنتاج: عقد اجتماعًا شاملًا قبل الإنتاج (افتراضي أو شخصي) لمراجعة جميع المواصفات ومعايير الجودة والجداول الزمنية قبل بدء الإنتاج.
- تخطيط الطوارئ: قم دائمًا ببناء بعض الوقت المخزن المؤقت في جدولك للتأخير غير المتوقع (على سبيل المثال ، نقص المواد ، وفكات الماكينة ، ومشكلات الجودة ، وتأخير الشحن).
اعتبارات الشحن والخدمات اللوجستية عند الاستيراد من الصين:
يتضمن استيراد البضائع من الصين عدة خطوات ويتطلب تخطيطًا دقيقًا لضمان وصول منتجاتك بأمان وفي الوقت المحدد ودارية الميزانية.
-
incoterms (الشروط التجارية الدولية): هذه شروط معترف بها عالميًا توضح مسؤوليات المشترين والبائعين لتسليم البضائع بموجب عقود المبيعات. حاسم لتحديد من يدفع من أجل ما هو المسؤول في مراحل شحن مختلفة.
- exw (Ex Works): المشتري مسؤول عن جميع التكاليف والمخاطر من بوابة المصنع فصاعدا. أرخص سعر الوحدة من المصنع ، ولكن الأكثر تعقيدًا للمشتري.
- فوب (مجاني على متن الطائرة): البائع (المصنع) مسؤول عن توصيل البضائع إلى ميناء الشحن المسماة وتحميلها على السفينة. يفترض المشتري
- CIF (التكلفة والتأمين والشحن) / CFR (التكلفة والشحن): يدفع البائع تكلفة النقل والتأمين (CIF) أو مجرد نقل (CFR) إلى منفذ الوجهة المسماة. نقل المخاطر إلى المشتري بمجرد تحميل البضائع على الوعاء في ميناء المنشأ. أقل سيطرة للمشتري.
- DDP (تم تسليم الرسوم المدفوعة): البائع مسؤول عن جميع التكاليف والمخاطر ، بما في ذلك التخليص الجمركي وواجبات الاستيراد ، حتى يتم تسليم البضائع إلى الوجهة المحددة للمشتري. الأكثر ملاءمة للمشتري ، ولكن سعر البائع سيكون أعلى.
- توصية: بالنسبة لمعظم الشركات ، فوب هو توازن جيد ، ويوفر التحكم في التكاليف مع وجود المصنع التعامل مع الساق الأولية. إذا كنت جديدًا في الاستيراد ، DDP يوفر البساطة ولكن في كثير من الأحيان بتكلفة أعلى التي يمر بها المورد.
-
اختيار طريقة الشحن:
- شحن البحر (شحن المحيط):
- المزايا: الأكثر فعالية من حيث التكلفة لأحجام كبيرة ، سلع ثقيلة أو ضخمة. أكثر ودية بيئيا.
- عيوب: أوقات العبور الطويلة (عادةً 3-6 أسابيع لأمريكا الشمالية/أوروبا ، بالإضافة إلى التخليص الجمركي). أقل مرونة.
- FCL (تحميل الحاوية الكامل): أنت تدفع واستخدام حاوية شحن كاملة (20 قدمًا أو 40 قدمًا). الأكثر فعالية من حيث التكلفة لكل وحدة لأحجام كبيرة.
- LCL (أقل من تحميل الحاوية): البضائع الخاصة بك تشترك في مساحة الحاوية مع شحنات أخرى. فعالة من حيث التكلفة بالنسبة لأحجام أصغر لا تكفي لملء حاوية كاملة ، ولكن في كثير من الأحيان مع أوقات العبور والمناولة أطول قليلاً.
- الشحن الجوي:
- المزايا: أسرع وقت عبور (عادة 3-7 أيام). مثالية للشحنات العاجلة ، والسلع عالية القيمة ، أو عناصر صغيرة وخفيفة الوزن.
- عيوب: أغلى بكثير من شحن البحر. تعتمد التكاليف على الوزن أو الوزن الحجمي ، أيهما أكبر.
- Express Courier (على سبيل المثال ، DHL ، FedEx ، UPS):
- المزايا: أسرع (1-5 أيام) ، خدمة من الباب إلى الباب ، غالبا ما يتعامل مع التخليص الجمركي لك. مثالي للعينات ، النماذج الأولية ، أو الشحنات الصغيرة جدًا.
- عيوب: أغلى ، غير مناسب للشحنات الأكبر أو الأثقل بسبب التكلفة.
- شحن البحر (شحن المحيط):
-
وتداول الشحن:
- دور: تداول الشحن هم خبراء لوجستية يتعاملون مع تعقيدات الشحن الدولي. يحجزون مساحة البضائع ، ويعدون الوثائق ، وإدارة التخليص الجمركي ، وترتيب النقل الداخلي.
- فوائد: تبسيط العملية ، وغالبًا ما تتفاوض على معدلات أفضل بسبب الحجم بالجملة ، وتوفير الخبرة في التنقل في اللوائح.
- توصية: ما لم يكن لديك خبرة وحجم كبير ، يوصى بشدة باستخدام توجيه الشحن ذي السمعة الطيبة (إما مقرها في الصين أو بلدك الأم).
-
التغليف:
- أهمية: العبوة المناسبة أمر بالغ الأهمية لحماية أجزائك أثناء العبور.
- اعتبارات: استخدم كرتون متين ، والتعبئة الداخلية المناسبة (على سبيل المثال ، التفاف الفقاعات ، إدراج الرغوة ، صواني مخصصة) لمنع الخدوش أو الضرر ، وضمان نقاط المنصة للشحنات الأكبر. قم بتسمية جميع الكرتونات بوضوح مع معلومات المنتج والكمية والتعامل مع التعليمات.
واجبات الجمارك والاستيراد:
يعد التنقل في اللوائح الجمركية وحساب واجبات الاستيراد جزءًا مهمًا ، وغالبًا ما يكون معقدًا ، جزءًا من الاستيراد من الصين.
-
رموز النظام المنسقة (HS):
- أهمية: يتم تصنيف كل منتج مستورد على المستوى الدولي بموجب رمز HS محدد. يحدد هذا الرمز واجبات ولوائح الاستيراد المعمول بها في بلد المقصد.
- فعل: اعمل مع موردك و/أو وكيل الشحن لتحديد رمز HS الصحيح للحقن الصحيح للأجزاء المصبوبة بالحقن البلاستيكي. يمكن أن يؤدي التصنيف غير الصحيح إلى التأخير أو الغرامات أو مدفوعات الرسوم غير الصحيحة. عادة ما تبدأ رموز HS الشائعة للمنتجات البلاستيكية بالفصل 39 (البلاستيك والمقالات منها).
-
التقييم الجمركي:
- مبدأ: عادة ما يتم حساب الواجبات بناءً على "القيمة الجمركية" للبضائع ، والتي تتضمن عادة تكلفة البضائع ، وأحيانًا الشحن الواردة ، والتأمين ، اعتمادًا على incoterms.
-
واجبات الاستيراد (التعريفات):
- بلد خاص: تختلف معدلات الرسوم بشكل كبير من قبل البلد المستورد ورمز HS المحدد.
- الاتفاقات التجارية: تحقق مما إذا كان لبلدك لديه اتفاقيات التجارة الحرة (FTAs) مع الصين والتي قد تقلل أو تقضي على الواجبات على بعض البضائع.
- تعريفة إضافية: كن على دراية بأي تعريفة إضافية ، مثل تعريفة القسم 301 التي تفرضها الولايات المتحدة على بعض السلع الصينية (بما في ذلك العديد من المنتجات البلاستيكية والأدوات). هذه يمكن أن تزيد بشكل كبير من تكلفة الهبوط. اعتبارًا من أواخر عام 2024 / منتصف 2025 ، لا تزال هذه التعريفات سارية بالنسبة للعديد من السلع المصبوبة بالحقن البلاستيكي والأدوات من الصين إلى الولايات المتحدة. من الضروري أن تضع هذه في حسابات التكلفة الخاصة بك.
- فعل: راجع موقع الجمارك في بلدك (على سبيل المثال ، USITC للولايات المتحدة ، أو الوكالة الجمركية الوطنية) أو وسيط جمركي للحصول على أحدث معدلات الرسوم الخاصة بك رمز HS المحدد وبلد المنشأ.
-
ضريبة القيمة المضافة (ضريبة القيمة المضافة) / ضريبة السلع والخدمات (GST):
- أهمية: ستقوم معظم البلدان بفرض ضريبة القيمة المضافة أو ضريبة السلع والخدمات على البضائع المستوردة ، وعادة ما يتم حسابها على القيمة الجمركية بالإضافة إلى أي واجبات. هذا عادة ما يكون قابلاً للاستعادة من قبل الشركات المسجلة ضريبة القيمة المضافة.
-
الوثائق المطلوبة:
- فاتورة تجارية: الوثيقة الأساسية التي تفصل المعاملة ، بما في ذلك معلومات البائع/المشتري ، ووصف المنتج ، والكمية ، وسعر الوحدة ، والقيمة الإجمالية ، و incoterms.
- قائمة التعبئة: يفصل محتويات كل حزمة ، بما في ذلك الأوزان والأبعاد.
- بيل من الشحن (للشحن البحري) / شعب الجوية (للشحن الجوي): عقد النقل واستلام البضائع.
- شهادة المنشأ: يؤكد البلد الذي تم فيه تصنيع البضائع ، وهو مهم للواجبات والاتفاقيات التجارية.
- شهادات أخرى: اعتمادًا على المنتج ، قد تحتاج إلى شهادات مواد أو مستندات الامتثال للسلامة (على سبيل المثال ، CE ، ROHS ، FDA) ، أو تقارير الاختبار.
-
وسطاء الجمارك:
- دور: المهنيون المرخصون المتخصصون في التخليص الجمركي. يقومون بإعداد وتقديم الوثائق ، وحساب الرسوم ، والتواصل مع السلطات الجمركية نيابة عنك.
- فوائد: حاسم للتنقل في اللوائح الجمركية المعقدة ، وتجنب التأخير ، وضمان الامتثال. موصى به للغاية ما لم يكن لديك خبرة داخلية.

