
المقدمة: أكثر من مجرد "لمسة ناعمة"
فكر في المرة الأخيرة التي اشتريت فيها أداة كهربائية عالية الجودة أو فرشاة أسنان متميزة. من المحتمل أنك شعرت بهيكل بلاستيكي صلب وقوي تحته، لكن يدك كانت تستقر على سطح مطاطي ناعم ومتماسك. لم أشعر وكأن جزأين منفصلين ملتصقين ببعضهما البعض؛ بدا الأمر وكأنه كائن واحد موحد.
هذه هي قوة انتهىmolding .
في عالم التصنيع حسب الطلب، غالبًا ما نضطر إلى الاختيار بين المتانة والراحة، أو بين الوظيفة والجماليات. الإفراط في القولبة يزيل هذا الاختيار. فهو يسمح للمصممين بدمج مواد متعددة في جزء واحد، ودمج السلامة الهيكلية للبلاستيك الصلب مع الفوائد الملموسة للمطاط الناعم.
لكن الإفراط في القولبة لا يقتصر فقط على جعل الأشياء تبدو لطيفة. بالنسبة للمهندسين والمشترين من الشركات، فهو يمثل قرارًا تصنيعيًا استراتيجيًا يمكنه تبسيط خطوط التجميع، ومنع الرطوبة، وامتصاص الاهتزازات - غالبًا مع خفض تكاليف الإنتاج الإجمالية.
ما هو الإفراط في القولبة؟
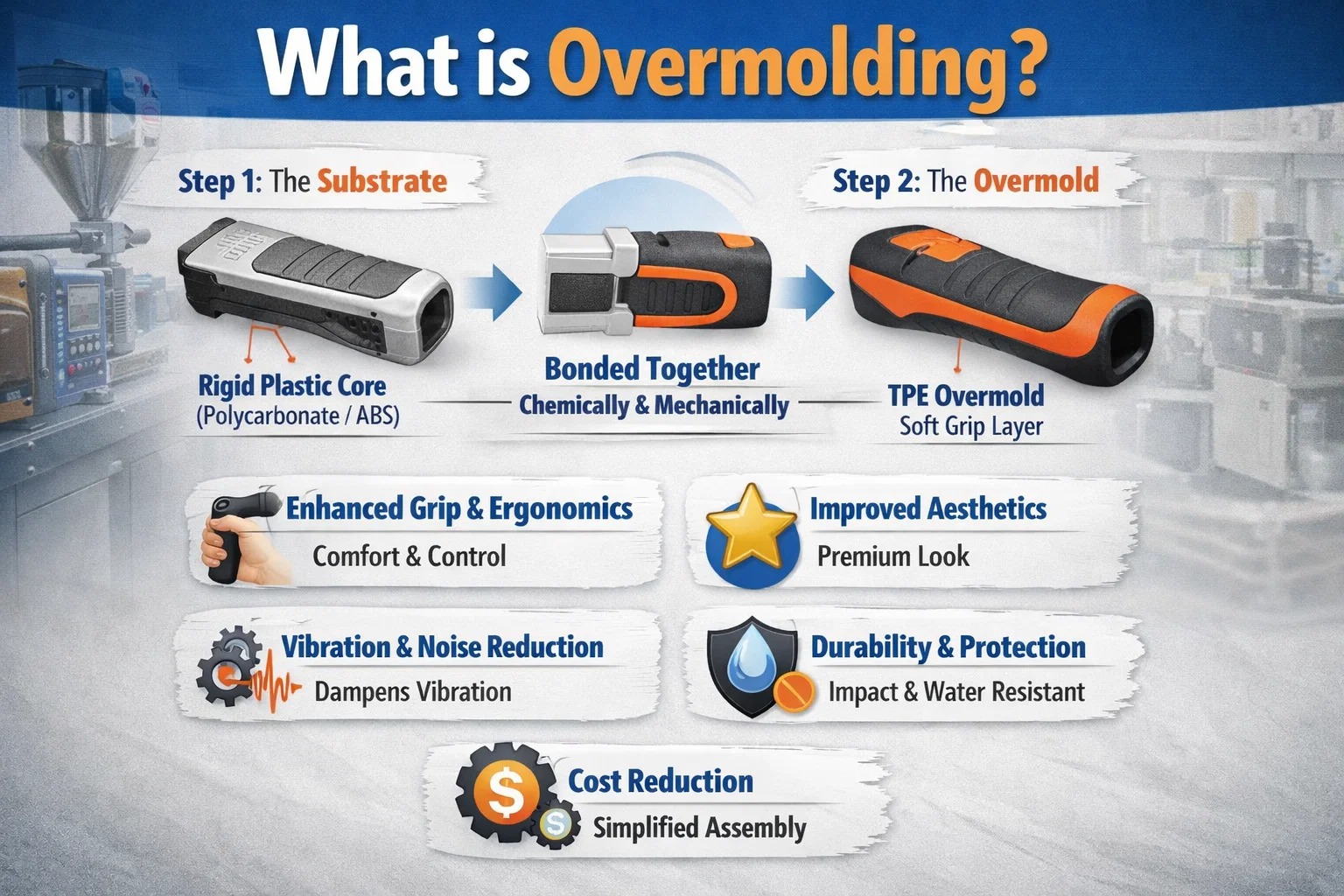
في جوهرها، الإفراط في القولبة هو عملية قولبة بالحقن حيث يتم تشكيل مادة واحدة (عادةً مطاط ناعم أو لدن بالحرارة) مباشرة على مادة ثانية (عادةً بلاستيك صلب).
من المفيد التفكير في الأمر كعلاقة من خطوتين:
- الركيزة: هذا هو الجزء الأساسي. عادة ما يكون من البلاستيك الصلب مثل البولي كربونات أو ABS الذي يوفر "الهيكل العظمي" أو الهيكل.
- القالب الزائد: هذه هي المادة المصبوبة over الركيزة. إنه بمثابة "الجلد" الذي يوفر الإمساك أو اللون أو الحماية.
على عكس التجميع البسيط حيث يمكنك تثبيت مصد مطاطي على صندوق بلاستيكي، فإن الإفراط في القولبة يخلق رابطة دائمة. يتم تحقيق هذه الرابطة إما كيميائيًا (تذوب المواد معًا على المستوى الجزيئي) أو ميكانيكيًا (يتدفق القالب الزائد إلى ثقوب سفلية وثقوب في الركيزة ليغلق نفسه).
فوائد الإفراط في القولبة
لماذا نواجه مشكلة تصميم قالب ثنائي أو إدارة مادتين مختلفتين؟ لأن المردود في قيمة المنتج هائل. هذا هو السبب وراء اختيار الشركات المصنعة للأجزاء المخصصة لها:
1. قبضة محسنة وبيئة العمل
هذه هي الفائدة الأكثر وضوحا. إذا كنت تصمم جهازًا محمولاً، سواء كان جهازًا جراحيًا أو ماسحًا ضوئيًا للرموز الشريطية، فإن إرهاق المستخدم يمثل مشكلة حقيقية. يصبح المقبض البلاستيكي الصلب زلقًا عندما يكون مبللاً أو متعرقًا. يضيف الإفراط في صب طبقة TPE (اللدائن المرنة بالحرارة) الاحتكاك والنعومة، مما يجعل المنتج أكثر أمانًا وأكثر راحة في حمله لفترات طويلة.
2. تحسين الجماليات والعلامات التجارية
لنكن صادقين: المظهر مهم. تبدو العلبة البلاستيكية ذات اللون الرمادي العادي عملية، لكنها لا تصرخ بأنها "ممتازة". يتيح لك Overmolding استخدام الألوان والأنسجة المتناقضة. يمكنك إضافة مصد مطاطي برتقالي لامع إلى الغلاف الأسود لتسليط الضوء على ألوان العلامة التجارية أو الإشارة إلى نقاط الاتصال. إنه يمنح المنتج مظهرًا نهائيًا وراقيًا يبرز على الرف.
3. تقليل الاهتزاز والضوضاء
في التطبيقات الصناعية أو التصميمات الداخلية للسيارات، تعتبر الأجزاء المزعجة علامة على انخفاض الجودة. يمكن للطبقة الناعمة المقولبة أن تعمل كممتص للصدمات مدمج. إنه يخفف الاهتزازات الصادرة عن المحركات ويمنع الضوضاء الناتجة عن البلاستيك على البلاستيك، مما يحمي الأجهزة الإلكترونية الداخلية الحساسة من أضرار الصدمات.
4. زيادة المتانة والحماية
الإفراط في القولبة يخلق الختم بشكل فعال. ومن خلال قولبة مادة ناعمة فوق الأزرار أو اللحامات، يمكنك جعل الجهاز مقاومًا للماء أو الغبار دون الحاجة إلى حلقات دائرية أو حشوات منفصلة. كما أنها توفر مقاومة للصدمات؛ في حالة سقوط الجهاز، يمتص القالب الزائد الناعم طاقة التأثير، مما يحمي القلب الصلب من التشقق.
5. تخفيض التكلفة من خلال تبسيط التجميع
قد يبدو هذا غير بديهي - ألا يتطلب الإفراط في القوالب أدوات أكثر تكلفة؟ في البداية، نعم. ومع ذلك، فإن الإفراط في القالب يلغي خطوات التجميع الثانوية. لا تحتاج إلى أن تدفع للعامل مقابل لصق المقبض على المقبض أو ربط الحشية. من خلال دمج هذه الميزات في عملية التشكيل نفسها، يمكنك تقليل تكاليف العمالة، والقضاء على الحاجة إلى المواد اللاصقة (التي تكون فوضوية ويمكن أن تفشل)، وتسريع وقت الإنتاج الإجمالي.
حيث سترى Overmolding
بمجرد أن تبدأ في البحث عن overmolding، ستدرك أنه موجود في كل مكان. تستخدمه الصناعات المختلفة لأسباب مختلفة تمامًا، ولكن الهدف دائمًا هو تحسين تجربة المستخدم.
- صناعة السيارات: الأمر كله يتعلق بـ "الإحساس المتميز" وتقليل الضوضاء. هذا المقبض الناعم الملمس على لوحة القيادة الخاصة بك؟ هذا مبالغة. فهو يزيل الصوت الرخيص المجوف للبلاستيك ويوفر قبضة لمسية تشعرك بالفخامة.
- الأجهزة الطبية: هنا، قواعد الوظيفة على الشكل. يحتاج الجراحون إلى أدوات لا تنزلق عندما تكون مبللة. علاوة على ذلك، فإن القالب الزائد يزيل الشقوق التي يمكن أن تختبئ فيها البكتيريا، مما يجعل التعقيم أسهل بكثير وأكثر فعالية.
- الالكترونيات الاستهلاكية: فكر في حافظة هاتفك الذكي أو مكبر صوت بلوتوث مقاوم للماء. يوفر Overmolding الحماية من الصدمات اللازمة للبقاء على قيد الحياة عند السقوط والأختام المطلوبة لمنع دخول الماء.
- الأدوات الصناعية: تدريبات القوة والمطارق تتعرض للضرب. تستخدم عملية القوالب الزائدة مواد مقاومة للصدمات لحماية مبيت محرك الأداة وتقليل انتقال الاهتزاز إلى يد العامل، مما يمنع الإصابة خلال نوبات العمل الطويلة.
المواد المفرطة: كيمياء السندات
هذا هو المكان الذي يلتقي فيه المطاط بالطريق – بكل معنى الكلمة.
يمكنك تصميم جزء جميل بهندسة مثالية، ولكن إذا اخترت مواد غير متوافقة كيميائيًا، فسوف يتقشر القالب الزائد مثل الملصق. إن عملية الإفراط في القولبة الناجحة هي تجربة كيميائية. أنت بحاجة إلى الركيزة (الجزء الصلب) والقالب الزائد (الجزء الناعم) لتلتصق ببعضها البعض.
فيما يلي اللاعبين الأكثر شيوعًا في اللعبة:
1. اللدائن الحرارية (الخيار الأكثر شيوعًا)
بالنسبة للغالبية العظمى من الأجزاء المخصصة، سوف تتعامل مع اللدائن المرنة بالحرارة (TPEs) أو البولي يوريثان الحراري (TPUs).
- TPE (اللدائن المرنة بالحرارة): هذا هو العمود الفقري لهذه الصناعة. إنه متعدد الاستخدامات وسهل التلوين وملمس ناعم. إنه يرتبط جيدًا بشكل استثنائي مع المواد البلاستيكية الشائعة مثل البولي كربونات (PC) وABS. إذا كنت تصنع قبضة فرشاة أسنان أو مقبضًا ناعمًا، فمن المرجح أن يكون TPE هو أفضل رهان لك.
- تي بي يو (البولي يوريثين الحراري): إذا كان TPE هو الخيار "الناعم والمريح"، فإن TPU هو "الرجل القوي". إنه يوفر مقاومة لا تصدق للتآكل والخدوش والمواد الكيميائية. غالبًا ما ترى مادة TPU مستخدمة في الجزء السفلي من علب الأجهزة الإلكترونية أو المعدات الصناعية التي يتم سحبها عبر الأسطح الخشنة.
- TPV (مبركن بالحرارة): هذه المادة أقرب إلى المطاط الفعلي. إنه يتميز بمقاومة ممتازة للحرارة ومقاومة الطقس، مما يجعله مثاليًا لقطع غيار السيارات الموجودة أسفل غطاء المحرك أو موانع التسرب الخارجية.
2. المواد المتصلدة بالحرارة (المطاط والسيليكون)
في بعض الأحيان، اللدائن الحرارية ليست كافية. قد تحتاج إلى المقاومة الشديدة للحرارة أو التوافق الحيوي للسيليكون (LSR) أو المطاط الطبيعي.
- مطاط السيليكون السائل (LSR): LSR هو المعيار الذهبي للزراعة الطبية وأدوات الطبخ عالية الحرارة. ومع ذلك، فإنه أمر صعب. نظرًا لأن السيليكون يعالج (الروابط المتقاطعة) بدلاً من أن يذوب فقط، فإنه لا يرغب بشكل طبيعي في الارتباط بالعديد من المواد البلاستيكية. عادةً ما يتطلب الإفراط في صب السيليكون درجات متخصصة "ذاتية الترابط" أو تشابكات ميكانيكية (الثقوب والمثبتات) في التصميم لتثبيته في مكانه.
كيفية اختيار المواد المناسبة
عندما يأتي عملاؤنا إلينا بمشروع ما، نبدأ بطرح أربعة أسئلة لتضييق نطاق قائمة المواد:
1. ما هي الركيزة؟
وهذا هو القيد الأكثر أهمية. إذا كان الجزء الأساسي الخاص بك مصنوعًا من النايلون، فأنت بحاجة إلى مادة TPE مُصممة خصيصًا للربط مع النايلون. إذا كان الجزء الأساسي الخاص بك مصنوعًا من مادة البولي بروبيلين، فأنت بحاجة إلى TPE مختلف. كثيرًا ما نقول: "يشبه يحب مثل". ترتبط المواد القطبية بشكل أفضل مع المواد القطبية الأخرى.
2. ما هي البيئة؟
هل سيتم استخدام هذا الجزء داخل مكتب مكيف أم سيتم تثبيته بمسامير في كتلة المحرك؟ إذا كان بحاجة إلى تحمل التعرض العالي للأشعة فوق البنفسجية (في الهواء الطلق) أو الزيوت والشحوم (السيارات)، فقد يتحلل TPE القياسي. في تلك الحالات، قد تنتقل إلى TPV أو TPU.
3. ما مدى نعومة الملمس؟
نقيس الصلابة باستخدام شور أ مقياس.
- الشاطئ 30A-40ج: ناعم جدًا، يشبه الجل (مثل نعل الحذاء الجل).
- الشاطئ 60A-70ج: قوية ولكنها مرنة (مثل إطار السيارة أو كعب الحذاء).
- الشاطئ 90 أ: صعب، بالكاد يعطي أي شيء (مثل عجلة عربة التسوق).
معظم مقابض اليد توضع بشكل مريح في نطاق 50A-70A.
4. الاحتكاك واللمس
هل تريد أن تكون المقبض "لزجًا" (احتكاكًا عاليًا) أو "حريريًا" (احتكاكًا منخفضًا)؟ تعتبر القبضة عالية الاحتكاك أمرًا رائعًا بالنسبة للمطرقة، ولكنها سيئة بالنسبة لجهاز يحتاج إلى الانزلاق بسهولة في الجيب.
ملاحظة حول توافق الترابط
إذا لم تأخذ أي شيء آخر من هذا القسم، فتذكر هذا: الالتصاق الكيميائي هو الملك.
بينما يمكننا تصميم أقفال ميكانيكية (المزيد حول ذلك في قسم التصميم)، فإن الروابط الكيميائية الحقيقية تخلق أقوى الأجزاء.
- أفضل الأصدقاء: يرتبط ABS والبولي كربونات عمومًا بشكل جيد جدًا مع TPE وTPU.
- العلاقات الصعبة: من الصعب جدًا الارتباط بالنايلون (PA) وPOM (الأسيتال). غالبًا ما تتطلب درجات متخصصة وأكثر تكلفة من المواد الزائدة لتحقيق الالتصاق.
عملية Overmolding: طريقتان لإنجاز المهمة
عندما تقرر الإفراط في قولبة جزء ما، عليك اختيار طريقة التصنيع. يعتمد هذا الاختيار عادةً على ميزانيتك وحجم إنتاجك.
هناك عمومًا طريقتان لتحقيق الإفراط في القولبة:
1. إدراج صب (الاختيار المرن)
إدراج صب هي الطريقة الأكثر شيوعًا لأحجام الإنتاج المنخفضة أو عند الإفراط في صب الأجزاء المعدنية.
كيف يعمل:
- يتم تشكيل الركيزة (الجزء الصلب) أولاً في آلة منفصلة.
- يأخذ العامل (أو الروبوت) هذا الجزء الصلب النهائي ويضعه يدويًا في ثانيا تجويف العفن.
- يتم إغلاق الآلة، ويتم حقن مادة TPE الناعمة على الجزء الصلب.
الايجابيات: تكاليف أقل للأدوات (تستخدم آلات قياسية).
سلبيات: ارتفاع تكاليف العمالة (يتعين على شخص ما تحريك الأجزاء) وأوقات الدورة أبطأ.
2. قالب ثنائي اللقطة (2K) (الاختيار عالي السرعة)
إذا كنت تصنع الملايين من فرش الأسنان أو شفرات الحلاقة التي تستخدم لمرة واحدة، فهذه هي الطريقة التي تفعل بها ذلك. يتطلب القولبة ذات اللقطة المزدوجة آلة متخصصة بها وحدتي حقن.
كيف يعمل:
- تقوم الآلة بحقن البلاستيك الصلب لتشكيل الركيزة.
- يخلق القالب مساحة - عادة عن طريق التدوير 180 درجة أو باستخدام قلب فولاذي منزلق - ويحقن المادة الثانية (TPE) على الفور في نفس الأداة.
- الجزء يخرج الانتهاء بالكامل.
الايجابيات: جودة سريعة ودقيقة ومتسقة بشكل لا يصدق. عدم وجود معالجة يدوية يعني تلوثًا أقل.
سلبيات: الأدوات باهظة الثمن. أنت تدفع مقابل قالب معقد ودوار وآلة متخصصة.
اعتبارات التصميم: كيفية تجنب الفوضى
يعد التصميم من أجل الإفراط في القولبة أكثر صعوبة من القولبة بالحقن القياسية. أنت لا تقوم فقط بإدارة تدفق مادة واحدة؛ أنت تدير تفاعل مادتين لهما خصائص حرارية مختلفة.
فيما يلي "القواعد الذهبية" التي نقدمها لعملائنا الهندسيين لضمان أن تصميمهم قابل للتصنيع.
1. سمك الجدار أمر بالغ الأهمية
تمامًا كما هو الحال في القوالب القياسية، فإن الاتساق هو المفتاح. إذا كانت طبقة TPE سميكة جدًا، فسوف تنكمش بشكل ملحوظ عندما تبرد. منذ الركيزة الصلبة تحتها لن يتقلص كثيرًا، مما يؤدي إلى تشوه الجزء بأكمله أو انحناءه.
- القاعدة: حافظ على سمك جدار TPE موحدًا. نوصي عمومًا بسمك TPE بين 0.5 ملم و 3.0 ملم . أي شيء أكثر سمكًا يدعو إلى ظهور علامات الحوض والتزييف.
2. استخدم الأقفال الميكانيكية (نهج "الحزام والحمالات")
حتى لو كانت المواد الخاصة بك متوافقة كيميائيًا، فإننا نوصي دائمًا بالتصميم التشابكات الميكانيكية . هذه ميزة مادية تحبس المادة الزائدة بحيث لا يمكن تقشيرها.
فكر في الأمر مثل تزرير القميص. الالتصاق الكيميائي هو النسيج؛ التعشيق هو الزر.
- الثقوب: إذا قمت بتصميم ثقوب في الركيزة، فإن TPE يتدفق عبر الجانب الآخر، وينمو بشكل أساسي للخارج ليغلق نفسه.
- يضعف: قم بإنشاء توافق أو أخدود في الجزء الصلب الذي يتدفق إليه TPE.
- الالتفافات: إن مجرد لف TPE حول حافة الجزء إلى الجانب الخلفي يخلق مرساة مادية.
3. إدارة "الإيقاف"
"الإغلاق" هو الخط الموجود في الجزء الخاص بك حيث تتوقف المادة الناعمة ويبدأ البلاستيك الصلب. هذا هو المكان الأكثر شيوعا للعيوب.
- إذا لم تضغط الأداة الفولاذية بقوة كافية على الركيزة، فسوف يندفع TPE عالي الضغط عبر الخط، مما يؤدي إلى إنشاء "وميض" قبيح.
- نصيحة التصميم: صمم أخدودًا أو خطوة عند خط الإغلاق. إنه يخلق انتقالًا واضحًا ونظيفًا ويساعد الأداة الفولاذية على الإغلاق بإحكام على البلاستيك لمنع الوميض.
4. لا تريش الحواف
تجنب تصميم طبقة TPE بحيث تتناقص إلى صفر سمك ("حافة الريش"). المطاط الرقيق ضعيف. سوف يتقشر ويتجعد ويتمزق على الفور تقريبًا.
- الإصلاح: قم دائمًا بإنهاء طبقة TPE بشكل مفاجئ في أخدود أو ملامسة للحائط. امنح المادة سُمكًا كافيًا (0.5 مم على الأقل) حتى الحافة حتى تتمتع بالسلامة الهيكلية.
استكشاف الأخطاء وإصلاحها: عندما تسوء الأمور
حتى المهندسين المتمرسين يواجهون مشكلات تتعلق بالإفراط في التشكيل. نظرًا لأنك تتصارع مع مادتين مختلفتين وديناميكيات حرارية مختلفة، فإن هامش الخطأ أصغر مما هو عليه في القوالب القياسية. فيما يلي العيوب الثلاثة الأكثر شيوعًا التي نراها وكيفية إصلاحها.
1. التصفيح (التقشير)
الأعراض: يتقشر القالب الناعم من الركيزة الصلبة مثل الملصق.
السبب: وهذا غالبًا ما يكون عدم توافق كيميائي أو "ركيزة باردة". إذا برد الجزء الصلب كثيرًا قبل أن تصطدم به المادة اللينة، فلن تتشكل الرابطة الجزيئية.
الإصلاح:
- التحقق من التوافق: هل تحاول ربط TPE بالنايلون بدون عامل ربط؟
- تسخين الركيزة: في قالب الإدخال، غالبًا ما نقوم بتسخين الأجزاء الصلبة في الفرن قبل وضعها في القالب. وهذا يساعد على دمج المادتين بشكل أفضل.
2. فلاش (الحافة الفوضوية)
الأعراض: مادة رقيقة زائدة تتدفق خارج خط التصميم المقصود.
السبب: غالبًا ما يكون TPE سائلًا جدًا (لزوجة منخفضة). إذا لم تنغلق الأداة الفولاذية تمامًا على الركيزة الصلبة، فسوف يفلت TPE.
الإصلاح: أنت في حاجة إلى نوبة "سحق". يجب تصميم الأداة الفولاذية للضغط على الركيزة قليلاً (حوالي 0.002 بوصة) لإنشاء ختم محكم.
3. لقطات قصيرة
الأعراض: القالب لا يمتلئ بالكامل. أجزاء من القبضة مفقودة.
السبب: الهواء المحاصر. عندما يتدفق TPE فوق الركيزة، يمكن أن يتم احتجاز الهواء في نهاية التعبئة، مما يمنع المادة من إكمال الشكل.
الإصلاح: تحسين التهوية في القالب. يحتاج الهواء إلى وسيلة للهروب حتى يتمكن البلاستيك من ملء الفراغ.
واقع التكلفة: هل الإفراط في القولبة يستحق كل هذا العناء؟
دعونا نتحدث الأرقام. غالبًا ما يتردد مشترو B2B عندما يرون العرض الأولي للإفراط في التشكيل.
الاستثمار الأولي
نعم، overmolding مكلفة في البداية.
- الأدوات: أنت تدفع بشكل أساسي مقابل قالبين (أو قالب واحد معقد للغاية مكون من طلقتين). توقع أن تكون تكاليف الأدوات أعلى بنسبة 50% إلى 100% من قالب طلقة واحدة قياسي.
- وقت الآلة: إذا كنت تستخدم آلة ذات طلقتين، فإن معدل الساعة أعلى من آلة الضغط القياسية.
الادخار طويل الأجل
ومع ذلك، عادةً ما تختفي "صدمة الملصق" عندما تنظر إلى الصورة التكلفة الإجمالية للملكية .
- عمالة التجميع صفر: يمكنك التخلص من تكلفة العمالة في لصق الأجزاء أو ربطها أو ربطها معًا.
- لا مواد لاصقة: تتوقف عن شراء المواد اللاصقة الصناعية والبرايمر باهظة الثمن.
- مراقبة الجودة: يمكنك التخلص من مخاطر أخطاء التجميع (على سبيل المثال، نسيان العامل تركيب الحشية).
الحكم: إذا كنت تنتج كميات منخفضة (أقل من 1000 وحدة)، فقد يكون الإفراط في القولبة مبالغًا فيه - فالتزم بالتجميع اليدوي. ولكن بالنسبة للإنتاج بكميات كبيرة (10000 وحدة)، فإن توفير العمالة يفوق دائمًا تكلفة الأدوات المرتفعة.
اختيار شريك Overmolding
لا يستطيع كل متجر قولبة بالحقن التعامل مع الإفراط في القولبة. يتطلب معدات محددة ومعرفة أعمق بعلوم المواد. عند فحص المورد، ابحث عن هذه الأشياء الثلاثة:
- تجربة اللقطة الثانية: اطلب عينات. إذا قاموا فقط "بإدراج القالب" (تحميل الأجزاء يدويًا)، فقد يواجهون صعوبة في الدقة العالية الحجم.
- الخبرة المادية: اسألهم، "ما هي درجة TPE التي توصي بها لربط النايلون المملوء بالزجاج؟" إذا لم يتمكنوا من الإجابة على ذلك على الفور أو عرض التحدث إلى مورد المواد الخاص بهم، فاهرب.
- برامج المحاكاة: هل يستخدمون تحليل Mouldflow؟ تعد المحاكاة أمرًا بالغ الأهمية في عملية التشكيل الزائد للتنبؤ بكيفية تدفق المادة الثانية على المادة الأولى دون إعادة ذوبانها أو تشويهها.
الاستنتاج
يعد الإفراط في القولبة أحد أكثر الطرق فعالية لرفع مستوى منتجك من "وظيفي" إلى "رائد في السوق". إنه يحول العلبة البلاستيكية البسيطة إلى جهاز متين ومريح ومتميز.
في حين أن قواعد التصميم أكثر صرامة والأدوات الأولية هي استثمار، فإن المردود - في أداء المنتج، والجماليات، وتوفيرات التجميع - لا يمكن إنكاره.
سواء كنت تصمم الجيل القادم من الأجهزة الطبية أو الأدوات الصناعية القوية، فإن مفتاح النجاح يكمن في التعاون المبكر. لا تنتظر حتى يتم تجميد التصميم. قم بإحضار شريك التصنيع الخاص بك مبكرًا لمناقشة إقران المواد ومواقع الإغلاق، وستضمن رابطة تدوم مدى الحياة.
الموارد الإضافية: مصفوفة التوافق Overmolding
كثيرًا ما يسألنا المهندسون، "هل سيلتزم TPE بهذا؟" نادرًا ما تكون الإجابة بسيطة بنعم أو لا، فهي تعتمد على الكيمياء.
استخدم هذا المخطط كدليل مرجعي سريع. لقد قمنا بتصنيف السندات إلى ثلاثة مستويات:
- الرابطة الكيميائية: تندمج المواد بشكل طبيعي أثناء عملية التشكيل.
- القفل الميكانيكي مطلوب: لن تلتصق كيميائيًا؛ أنت يجب تصميم ثقوب أو قطع سفلية لاحتجاز القالب الزائد.
- غير متوافق: تتصادم هذه المواد (على سبيل المثال، درجات حرارة الذوبان مختلفة جدًا) ويجب عدم استخدامها معًا.
أزواج المواد المشتركة
| الركيزة (جامدة) | TPE (ستيريني) | تي بي يو (يوريتان) | TPV (مبركن) | سيليكون (LSR) |
|---|---|---|---|---|
| ABS | ممتاز | جيد | عادل | الاشعال اللازمة |
| البولي (كمبيوتر) | ممتاز | ممتاز | عادل | الاشعال اللازمة |
| مادة البولي بروبيلين (PP) | جيد | فقير | ممتاز | فقير |
| نايلون (PA6 / PA66) | صعب * | عادل | عادل | فقير |
| البوليسترين (بس) | جيد | فقير | فقير | فقير |
| بوم (أسيتال) | فقير | فقير | فقير | فقير |
نصائح هندسية احترافية لهذا المخطط
1. "مشكلة النايلون"
ستلاحظ أن النايلون (PA) تم وضع علامة "صعب عليه". هذا هو الفخ الأكثر شيوعًا للمصممين الجدد. النايلون استرطابي (يمتص الرطوبة) وله مقاومة عالية للحرارة. سوف يتقشر TPE القياسي على الفور.
- الحل: يجب عليك تحديد أ تعديل درجة TPE مصممة خصيصًا لالتصاق النايلون. تحتاج أيضًا إلى الحفاظ على ركيزة النايلون ساخنة (غالبًا ما يتم تسخينها مسبقًا) حتى لا يتجمد TPE لحظة ملامسته للسطح.
2. قاعدة "الإعجاب والإعجاب والإعجاب".
السر في قراءة هذا المخطط هو قطبية .
- المواد القطبية (ABS، PC، TPU) ترغب في الارتباط بالمواد القطبية الأخرى.
- المواد غير القطبية (PP، PE، TPE القياسي) ترغب في الارتباط بالمواد غير القطبية الأخرى.
- عادةً ما يفشل خلطها (على سبيل المثال، مادة TPU مع مادة البولي بروبيلين) بدون تعديل كيميائي.
3. عندما تكون في شك، التعشيق
حتى لو كان لديك تصنيف "ممتاز" (مثل ABS TPE)، ما زلنا نوصي بإضافة تعشيق ميكانيكي صغير إذا كان الجزء سيواجه إساءة استخدام شديدة. لا يكلف أي شيء إضافي في مرحلة التصميم ولكنه يوفر التأمين ضد التصفيح في الميدان.
الدعوة النهائية للعمل (CTA)
نظرًا لأن هذه مقالة لإنشاء عملاء محتملين في مجال B2B، فإليك عبارة CTA للإغلاق مقترحة لوضعها بعد المخطط:
"هل ما زلت غير متأكد مما إذا كانت مجموعة المواد الخاصة بك ستعمل؟
لا تخمن بميزانية العفن الخاصة بك. في IMTEC Mould، قمنا بتشكيل آلاف الأجزاء المخصصة بشكل زائد. أرسل إلينا ملفك ثلاثي الأبعاد أو قائمة المواد اليوم، وسيقوم مهندسونا بإجراء مراجعة مجانية لـ DFM (التصميم من أجل التصنيع) لضمان تماسك المواد بشكل مثالي - قبل قطع الفولاذ."
الأسئلة المتداولة حول الإفراط في القولبة
س: ما هو الفرق بين إدراج صب و overmolding؟
ج: والفرق الرئيسي هو العملية، وليس النتيجة. إدراج صب يتضمن وضع جزء مُشكل مسبقًا (غالبًا معدن أو بلاستيك صلب) في قالب يدويا قبل حقن المادة الثانية. Overmolding (على وجه التحديد القولبة ذات الطلقتين) هي عملية مستمرة ومؤتمتة حيث تقوم الآلة بحقن المادة الأولى وحقن المادة الثانية على الفور في نفس الأداة. يعد القولبة المُدخلة أفضل عمومًا للكميات المنخفضة، في حين أن القوالب الزائدة ثنائية الطلقة أفضل للإنتاج الضخم بكميات كبيرة.
س: لماذا يتقشر الجزء المقولب أكثر من اللازم (يتفكك)؟
ج: يحدث التقشير عادةً لأحد الأسباب الثلاثة التالية:
- عدم التوافق الكيميائي: لقد اخترت مادتين لا تترابطان بشكل طبيعي (على سبيل المثال، مادة TPU مع مادة البولي بروبيلين).
- الركيزة الباردة: إذا برد الجزء الصلب الأول كثيرًا قبل حقن المادة الثانية، فلن يندمج.
- التلوث: إذا قمت بإدخال القالب، فإن الغبار أو الزيت الموجود على سطح الركيزة سيمنع الالتصاق.
س: هل يمكنك صب البلاستيك على المعدن؟
ج: نعم. يتم ذلك دائمًا تقريبًا عبر إدراج صب . تشمل الأمثلة الشائعة الإفراط في قولبة مقبض ناعم على مفتاح ربط معدني أو قولبة عازل بلاستيكي حول نقاط الاتصال الكهربائية النحاسية. بما أن المعدن والبلاستيك لا يرتبطان كيميائيًا، فأنت كذلك يجب صمم الجزء المعدني بفتحات أو تخريش أو أخاديد حتى يتمكن البلاستيك من تثبيته ميكانيكيًا.
س: ما هي تكلفة القولبة الزائدة مقارنة بالقولبة القياسية؟
ج: توقع أن تكون تكاليف الأدوات أعلى بنسبة 50% إلى 100% من القالب الفردي القياسي لأن الأداة أكثر تعقيدًا. ومع ذلك، سعر القطعة غالبًا ما تنخفض (تكلفة الوحدة) لأنك تقضي على تكاليف العمالة للتجميع اليدوي والمواد اللاصقة. بالنسبة للإنتاج الذي يزيد عن 10000 وحدة، فإن الإفراط في القولبة عادة ما يكون الخيار الأكثر فعالية من حيث التكلفة.
س: ما هو الحد الأدنى لسمك الجدار للطبقة المقولبة؟
ج: نوصي بحد أدنى للسمك 0.5 ملم (0.020 بوصة) لطبقة TPE الناعمة. أي شيء أرق من هذا يميل إلى التمزق أثناء القذف أو التقشر عند الحواف. للحصول على أفضل ملمس "ناعم" دون التسبب في ظهور علامات بالوعة، يعتبر السمك الذي يتراوح بين 1.5 ملم و3.0 ملم مثاليًا.

